
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Дипломная работа: Ділянка діагностики та ремонту ДВС у АТП на 350 автомобілів
Дипломная работа: Ділянка діагностики та ремонту ДВС у АТП на 350 автомобілів
ВСТУПВ умовах зростаючих об'ємів вантажопотоків між підприємствами та фізичними особами, а також у зв’язку з розвитком малого та середнього підприємництва, підвищується значення автомобільного транспорту. Автомобілісти зможуть забезпечити виконання поставлених задач при збільшенні чисельності рухомого складу, поліпшенням його якості, покращенням умов його експлуатації і технічного обслуговування.
Слід зазначити, що в сучасному світі виконання задач по перевезенню вантажів автомобільним транспортом забеспечується не тільки кількістю але і якістю рухомого складу автотранспортних підприємств та приватних перевізників. Якість рухомого складу автотранспорту, його економічність, активну та пасивну безпеку і, що зараз актуально, екологічність, це параметри які насамперед забеспечуються підприємствами виробниками автомобілів і автомобільних шасі разом з конструкторськими бюро, науково-дослідними інститутами, тощо. Підтримують зазначені параметри в процес експлуатації самі споживачі за допомогою системи спеціалізованих підприємств автомобільного сервісу або ремонтно-діагностичної бази підприємств, котрі експлуатують автомобільний транспорт.
Створення високомеханізованих автоматизованих підприємств нерозривно пов'язане з упровадженням в практику досягнень науки, новітньої техніки і передових технологій, застосуванням найраціональніших і продуктивніших систем машин, агрегатів і робототехнічних систем. Ефективність використовування автомобільного транспорту на перевезеннях різного застосування, перш за все, залежить від того, яка технічна готовність автотранспортних засобів. Підтримка автомобілів в стані високої експлуатаційно надійності з мінімальними трудовими і матеріальними витратами і створення безпеки праці для умов дорожнього руху і навколишнього середовища є головною метою діяльності всіх служб автотранспортних підприємств.
Для створення таких умов експлуатац забезпечення безперебійної роботи рухомого складу, підприємства автомобільного транспорту мають в своєму розпорядженні виробничо-технічну базу, стан розвиток якої повинні завжди відповідати чисельності і потребі рухомого складу підприємства.
У зв'язку з цим особливого значення набувають питання будівництва підприємств автомобільного транспорту, покликана забезпечити відповідність вимог рухомого складу в механічному обслуговуванн ремонт, і розширення можливостей виробничо-технічної бази підприємства, що реконструюється. Будівництво нових автотранспортних підприємств можливе за рахунок технічного переозброєння, застосування високопродуктивного устаткування виробничих зон і ділянок головного виробничого корпусу і істотного поліпшення організаційно-технічних засобів в службі технічної експлуатації.
Значне відставання виробничо-технічної бази АТП від зростання парка, недостатнє оснащення її засобами механізац виробничих процесів, порівняльно малі розміри автотранспортних підприємств, особливе відомчих, негативно впливають на технічний стан автомобілів, збільшують потребу в ресурсах і уповільнюють зростання продуктивності прац ремонтного персоналу. Проте навіть на невеликих і недостатньо оснащених ремонтною базою підприємствах можна поліпшити технічний стан автотранспорту за рахунок добре налагодженої системи діагностики якісного технічного оснащення постів діагностики.
Високоякісна діагностика і застосування в процесі діагностики складних діагностичних приладів, комп'ютерів, датчиків, тощо стає дедалі актуальнішим і поширеним явищем. Необхідність такого устаткування з’являється у зв'язку з ускладненням різних систем автомобіля, зокрема систем керування двигуном, застосуванням в системах автомобіля різних електронних систем і приладів керування процесами роботи вузлів, агрегатів автомобіля і зокрема двигуна і заміною механічного керування і регулювання на електронне. Тому електронні прилади діагностики із відповідним програмним забеспеченням стають невід’ємною складовою частиною всіх підприємств які займаються ремонтом та обслуговуванням сучасних автомобілів або мають в своєму складі ремонтн підрозділи.
Для АТП діагностичні дільниці вигідні також тим, що дозволяють проводити моніторинг технічного стану автомобілів, котр експлуатуються на даному підприємстві і створювати відповідні бази даних технічного стану рухомого складу, наприклад по конкретній моделі і навіть по конкретному автомобілю. У подальшому отримані при діагностуванні дані та використовуючі створені архіви баз даних можна використовувати при ремонті, обслуговуванні автотранспортних засобів та при плануванні закупок запасних частин, тобто більш раціональному плануванні роботи складського господарства. Бази даних технічного стану рухомого складу, за допомогою засобів діагностики, можуть створюватися на спеціалізованих, по конкретних марках та моделях, СТО, як потім надсилаються на підприємства та фірми виробники конкретної модел автомобіля де стають вихідним матеріалом для подальшого вдосконалення машини або для усунення виявлених недоліків в наступних моделях.
Однак якісна діагностика, навіть при наявност найпередовішого обладнання не можлива без тих хто її здійснює, тобто без людини. Чим складніша техніка тим більш кваліфікований персонал потрібен для роботи з нею. Тому підготовці спеціалістів з діагностики необхідно приділяти особливу увагу. Підготовлювати спеціалістів доцільно проводити з лав вже працюючих на АТП робітників, бажано високої кваліфікації. До того ж робітники можуть суміщати роботи з ремонту вузлів і агрегатів з діагностикою автомобіля, тому що виконавець ремонтних робіт безпосередньо буде знати про ті несправност які йому доведеться усувати і як показує практика багатьох підприємств з ремонту та обслуговування автомобілів це працює, особливо при ремонті двигунів. Таким чином навчивши спеціаліста, наприклад з ремонту двигунів внутрішнього згоряння, методам діагностики можна отримати більш якісний ремонт за умов відсутност проміжкової ланки, у вигляді робітника діагностика, механіка, тощо, при передачі даних про технічний стан автомобіля, вузла, або агрегата.
На сьогоднішній день діагностика автомобілів може представляти окремий напрямок при обслуговуванні автомобілів і являтися додатковою або основною статтею доходу підприємства. Якісне проведення діагностичних робіт здатне заощадити значні фінансові і матеріальні кошти, а також суттєво скоротити час простою при ремонті який тратиться на усунення виявлених під час ремонту недоліків при експлуатації і ремонті рухомого складу. Особливо важливо якісно і своєчасно проводить діагносту ДВЗ. Так як двигун автомобіля мабуть єдиний агрегат який під час його роботи знаходиться в постійній робот навантаженні. Проте саме двигун, в основному, впливає на економічність та екологічність роботи машини.
Ремонту двигуна слід уділяти також особливу увагу, наприклад ремонт ДВЗ бажано проводити в окремій зоні, дільниці, тощо, майже в "стерильних" умовах, використовуючи для цього спеціальн стенди з розбирання-складання двигунів, а кожне підприємство яке проводить біль менш серйозний та професійний ремонт двигунів повинно мати також стенди хоча б для холодної обкатки двигунів і КПП, в ідеалі також стенди і для гарячо обкатки ДВЗ. При цьому на цих стендах можна випробувати та обкатувати двигуни нших підприємств заробляючи на цьому додаткові кошти.
Всі ці питання мають важливе значення для дипломного проекту, що розробляється. В тім необхідно зазначити, що розрахунок дільниці діагностики та ремонту ДВЗ неможливо виконати окремо, без розглядання отримання експлуатаційних показників по АТП в цілому, зокрема по ремонтній зоні, так як АТП це своєрідний механізм де все пов'язано і залежить одне від одного. При проектуванні необхідно також враховувати, що в сучасних умовах господарювання підприємство може для отримання додаткових коштів проводити діагностику та ремонт всіх бажаючих на комерційній основі. Метою дипломного проекту є розробка планувальних рішень і розрахунок основних календарно-планових показників ділянки діагностики і ремонту ДВЗ.
1. ПОСТАНОВКА ЗАДАЧІ
1.1. Загальні положення
Зазвичай існуючі транспортні цеха, працюють досить тривалий час, вони будувалися і розвивався відповідно до вимог п'ятирічок, що не зовсім допустимо при сучасних формах власності і управління автотранспортом. Поповнення рухомого складу і види робіт постійно мінялися. Іноді виробничі підрозділи розміщувалися по всій території підприємства, що значно ускладнювало управління виробництвом і виключало можливість застосування сучасних методів організації виробництва і високопродуктивного устаткування.
В умовах господарювання, що змінилися, украй важливо мати нагоду швидкого переходу підприємства на інші види робіт, надавати послуги з ремонту, діагностики і обслуговування автомобілів, а також інш послуги і роботи можливі на АТП якомога ширшому кругу підприємств, організацій приватним особам. При цьому гостро встає необхідність значного скорочення простоїв автомобілів при проходженні технічного обслуговування і поточного ремонту.
Тому іноді доцільно існуючу автобазу реконструювати з метою організації виробництва ТО і ремонту із застосуванням прогресивних методів і форм організації виробництва. Особлива увага, як випливає з назви даної роботи, буде надана діагностиці ДВЗ, оскільки вітчизнян підприємства автотранспорту значно відстають в цьому відношенні від аналогічних підприємств на заході із за того, що питання діагностики при радянській форм управління вважалося другорядним. Більш того на багатьох підприємствах ділянки діагностики навіть не передбачені, адже в даний час при збільшенні автопарку в цілому ускладнюється його конструктивні особливості на автомобілях значну частину управління системами автомобіля бере на себе електроніка за допомогою бортових ЕОМ і "дідівські" методи діагностики тут не підходять. Необхідні спеціальні методи і засоби діагностики, а також, бажано, спеціально обладнані діагностичні ділянки.
Для цього в даному проекті необхідно виконати розрахунки: виробничої програми по ТО і ремонту автомобілів, трудомісткост робіт, чисельності ремонтних працівників, виробничих площ і підбір устаткування, розробити схему енергопостачання транспортного цеху, економічний розрахунок. А також виконати модернізацію стенду для обкатки коробок передач (конструкторська частина) і розглянути його органомічні вимоги.
У основі представленої далі розробки лежать проектні рішення за технологією і організації виробництва, технічного обслуговування і ремонту рухомого складу. Скорочення трудомісткості робіт, оснащення робочих місць і постів високопродуктивним устаткуванням і на цій основі різке підвищення рівня механізації виробничих процесів технічного обслуговування, ремонту і діагностики рухомого складу розглядають як один з головних напрям технічного процесу при будівництві нових підприємств.
Механізація робіт при технічному обслуговуванні і поточному ремонті служать основою при підвищенні ефективност виробництва, поліпшення умов праці, підвищення його безпеки, і найголовніше, сприяє рішенню задачі підвищення продуктивності праці, що особливо важливе в умовах економічної нестабільності виробництва.
1.2. Початкові дані
Тип і кількість рухомого складу:
вантажні бортові машини загального призначення:
ГАЗ 3308 – 40 шт. (5805´2322´2400);
ГАЗ 33027 – 40 шт. (5480´2066´2120);
ГАЗ 331043 – 40 шт. (6395´2380´2190);
МАЗ 5336А3-321 – 40 шт. (8630´2500´4000);
МАЗ 5336А3-320 – 40 шт. (8500´2500´3100);
сідельні тягачі + напівпричепи:
КамАЗ 54115 + МАЗ 5245 – 50 шт. (6115´2500´3110 + 8165´2500´2355);
КамАЗ 65116 + ОдАЗ 9385 – 50 шт. (6150´2500´2975 + 8165´2500´2355);
автомобили самосвалы:
КрАЗ 6510 – 25 шт. (8300´2500´2830);
КрАЗ 65055 – 25 шт. (8350´2500´2870).
Середньодобовий пробіг 150 км.
Кліматичний район и категорія умов експлуатації – помірний-теплий, III.
Пробіг автомобіля з початку експлуатації в долях нормованого пробігу до капітального ремонту: більше 0,75 до 1,00.
Списочна кількість автомобілів 350 шт.
Коефіцієнт технічної готовност 0,91.
2. ПАТЕНТНО-ЛІТЕРАТУРНИЙ ПОШУК
Прилади і методи діагностування та ремонту двигунів як і решта технічних систем постійно розвиваються та вдосконалюються. З метою виявлення перспектив розвитку приладів та систем діагностування, ремонту та випробування ДВЗ автомобілів розглянемо деякі розробки та винаходи в цій області.
2.1. Спосіб обкатки ДВЗ
Патент РФ RU 2150592 C1, МПК 7 F 02 В 79/00 Бюл. №16, 2000.
Автори: Бондаренко В.А., Абдрашитов Р.Т., Бондаренко Е.В., Дурнев К.Ф., Еріськін В.І., Маслєєв Р.В.
Винахід відноситься до машинобудування, а саме до обкатки двигуна внутрішнього згорання (ДВЗ) після виготовлення і ремонту. Технічним результатом запропонованого способу поліпшення якості обкатки ДВЗ, збільшення надійності, продуктивності і скорочення часу за рахунок введення адаптивного управління режимами обкатки. У способі обкатки ДВЗ, включаючому холодне і гаряче прироблення, контроль, випробування і діагностику, холодне гаряче прироблення ведуть адаптивний, де параметрів приймають як температуру, що крутить момент, обороти колінчастого валу, причому параметри знаходяться у функціональній залежності один від одного, які змінюються згідно рівнянням:
де Т - температура двигуна,
М – момент, що крутить,
W – обороти колінчастого валу,
а, b, з – коефіцієнти інтенсивності процесу,
t1, t2, t3 – умовні значення тривалості обкатки, закінчення прироблення і початок діагностики досягається у момент стабілізації параметрів температури, моменту, що крутить, оборотів колінчастого валу, які переходять як діагностичні.
Технічним результатом запропонованого способу поліпшення якості обкатки ДВЗ, збільшення надійності, продуктивності і скорочення часу за рахунок введення адаптивного керування режимами обкатки.
Спосіб здійснюється таким чином. Двигун встановлюють на обкатувальний стенд і підключають до магістралей централізованого масло і водопостачання. Прироблення на холостому режимі ведуть від мінімально допустимих значень параметрів температури Т, моменту М, що крутить, оборотів колінвалу W і якого-небудь діагностичного параметра (наприклад, Рм), забеспечуючих стійкий масляний клин в системі мастила до встановлених нормативами параметрів при холодній обкатці. Режим холодного прироблення здійснюють адаптивний зміною параметрів Т, М, W, які одночасно характеризують технічний стан кожного двигуна задають адаптивний процес прироблення, при якому стабілізація параметрів досягається одночасно. Темп наростання параметрів для кожної моделі і для кожного конкретного двигуна буде різним залежно від його технічного стану і швидкост припрацювання. Після стабілізації параметрів в режимі холодного прироблення (t1…t2) див. рис. (1, 2, 3) вони автоматично переходять в режим гарячого прироблення, який здійснюється аналогічно від встановлених нормативів при гарячому приробленні, до номінальних значень параметрів при нормальній технічній експлуатац ДВЗ.
При стабілізації параметрів в режимі гарячого прироблення (t3…t4) рис. (1, 2, 3), тобто коли їх значення практично не міняються, процес прироблення завершений. З цієї миті параметри, що відображають технічний стан процес прироблення ДВЗ, переходять в якість діагностичних.
Процес приробки завершений, починається діагностика.
Пропонований спосіб ведення обкатки реалізований в Оренбургськом Державному Університеті на стенді КІ-2118А потужністю 100 кВт. Як конкретний приклад узятий двигун ЗІЛ-130, відремонтований і відрегульований відповідно до технічних умов. Встановлений на стенд двигун прокручують на холодну при наступних параметрах: Тmin=20…25°С (температура приміщення), Мmin=128…136 Нм, Wmin=480-550 об/хв. Процес йде поступово із збільшенням параметрів до нормативних значень при холодній обкатці: Тнор=50°С, Мнор=116…120 Нм, Wнор=1000-1100 об/хв, до їх стабілізації. Темп наростання параметрів для кожної моделі і для кожного конкретного двигуна буде різним залежно від його технічного стану і швидкості припрацювання. Для ЗІЛ-130 коефіцієнт наростання параметрів змінюється в межах: а=1,5…2,2; b=2,31…2,416; с=3,068…3,973. Після чого двигун запускають (ведуть гаряче прироблення), збільшують число оборотів одночасно з навантаженням (згідно нормативним значенням параметрів). Досягши номінальних значень параметрів (для ЗІЛ-130 температури Тном=75…85°С, навантаження М до 66 кВт, оборотів Wном=2000 об/мин) обкатка велася до стабілізації параметрів: Т, М, W. Стабілізація відбулася при наступних параметрах: Т=82°С, М=111 Нм, W=3000 об/мин. Отже, даний двигун обкачаний. Параметри, що відображають процес обкатки, переходять в якість діагностичних. Пропонований спосіб ведення обкатки може бути реалізований для любої моделі ДВЗ.
Використовування способу обкатки ДВЗ дозволяє підвищити "потенційну" надійність (закладену при проектуванні, виготовленні, ремонті), за мінімальний час врахувати не тільки технічний стан кожного конкретного двигуна, але і все різноманіття умов проведення обкатки, зменшити розкид всіх статистичних характеристик відремонтованого двигуна в порівнянні з прототипом.
Недоліком даного способу може бути не точне визначення коефіцієнтів а, b, з, які визначаються емпірично, а значить є вірогідність великих погрішностей, навіть на двигунах однієї моделі, із за погрішностей при виготовленні.
2.2. Стенд для діагностики, ремонту обкатки ДВЗ
Патент РФ RU 2261348 C2, МПК 7 F 02 B 79/00, бюл. №27 2005.
Автори: Філатов М.І., Подльовськіх А.П.
Винахід відноситься до двигунобудовання, зокрема до вимірювальної техніки, і може бути використувано при ремонтно-діагностичних роботах з ДВЗ. Винахід дозволя полегшити кріплення ДВЗ, підвищити універсальність стенду і розширити функціональні можливості. Стенд для діагностики, ремонту і обкатки ДВЗ містить рухому платформу, засіб для закріплення двигуна, що є поворотною цапфою з кріпильною плитою, розташованою на важелі. Усередині платтаблиці змонтований горизонтальний вал. Важіль розташований на горизонтальному валу.
Винахід відноситься до області машинобудування може бути викоРис. тане при ремонтно-діагностичних роботах з ДВЗ.
Відомий стенд для діагностики, ремонту обкатки ДВЗ, що містить рухому платформу, забезпечений засобами для закріплення двигуна, що є зйомно-перестановочними вузлами з кріпильними елементами, у відповідь кріпильними елементами двигуна.
До недоліків цього стенду можна віднести те, що установка і кріплення двигуна в кантуючому складна і незручна.
Задачею винаходу є полегшення кріплення ДВЗ, підвищення універсальності стенду і розширення його функціональних можливостей.
Поставлена задача розв'язується так, що стенд для діагностики, ремонту і обкатки ДВЗ, що містить рухому платформу, згідно винаходу забезпечений засобом для закріплення двигуна, що поворотною цапфою з кріпильною плитою, розташованою на важелі, усередин платтаблиці змонтований горизонтальний вал, причому важіль розташований на горизонтальному валу.
Крім того, новим в стенді є те, що важіль обертається навколо горизонтального валу на 90°.
Крім того, новим в стенді є те, що поворотна цапфа має фіксатор для закріплення кута повороту з кроком 10°.
Крім того, новим в стенді є те, що горизонтальний вал має фіксатор для закріплення кута повороту з кроком 15°.
Крім того, новим в стенді є те, що поворот важеля здійснюється за допомогою гідроциліндра.
Стенд для діагностики, ремонту і обкатки ДВЗ полягає: з рухомої платтаблиці 1 на поворотних коліщатках, що самовстановлюються, 2, усередині якої змонтований горизонтальний вал 3 з фіксатором 4, який взаємодіє з радіальними отворами 5. На горизонтальному валу 3 розташований важіль 6 з поворотною цапфою 7 з кріпильною плитою 8, що ма фіксатор 9, який взаємодіє з радіальними отворами 10. Важіль 6 повертається навколо горизонтального валу 3 за допомогою гідроциліндра 11 і гідравлічної установки 12. Гідравлічна установка 12 складається з електродвигуна 13, гідравлічного насоса 14, гідророзподілювача 15, гідроблоку 16.
Стенд працює таким чином.
Рухому платформу 1 підкочують до двигуна, за допомогою важеля 6 опускають поворотну цапфу 7 з кріпильною плитою 8 в нижн положення. Закріплюють ДВЗ на кріпильній плиті 8 і за допомогою гідроциліндра 11 і гідравлічної установки 12 піднімають його на необхідну висоту і закріплюють за допомогою фіксаторів 4 і 9.
Полегшення кріплення ДВЗ, підвищення універсальності стенду і розширення його функціональних можливостей відбувається за рахунок того, що прикріплена поворотна цапфа з кріпильною плитою, розташована на важелі з можливістю обертання його навколо горизонтальної осі, з можливістю їх фіксації, і наявності гідравлічно установки.
Джерело інформації
1. Патент РФ №2127424, кл. G 01 M 15/00, 1999.
Формула винаходу
1. Стенд для діагностики, ремонту і обкатки ДВЗ, що містить рухому платформу, відмінний тим, що він забезпечений засобом для закріплення двигуна, що є поворотною цапфою з кріпильною плитою, розташованою на важелі, усередині платтаблиці змонтований горизонтальний вал, причому важіль розташований на горизонтальному валу.
2. Стенд по п.1 відмінний тим, що важіль обертається навколо горизонтального валу на 90°.
3. Стенд по п.1 відмінний тим, що поворотна цапфа має фіксатор для закріплення кута повороту з кроком 10°.
4. Стенд по п.1 відмінний тим, що горизонтальний вал має фіксатор для закріплення кута повороту з кроком 15°.
5. Стенд по п.1 відмінний тим, що поворот важеля здійснюється за допомогою гідроциліндра.
Недоліком даної розробки можна рахувати те, що не достатньо освітлене питання про те, яким чином, буде здійснюватися обертання закріпленого двигуна навколо своєї осі (уручну за допомогою редукторів рукоятки або електромеханічним способом).
2.3. Пристрій для вимірювання тиску оцінки регулювальних параметрів
Патент РФ RU 2167401 C2, МПК 7 G 01 L 23/24, бюл. №14 2001.
Автори: Медведев Ю.С., Цибізов Е.І., Подчинок В.М., Савченко В.А., Подчинок Е.В., Невдах А.М.
Пристрій для вимірювання тиску і оцінки регулювальних параметрів, що відноситься до діагностичного устаткування для ДВЗ використовуване для оцінки регулювальних параметрів паливної апаратури стану циліндропоршньової групи, містить датчик тиску, аналого-цифровий перетворювач, який включає генератор тактових імпульсів, лічильник імпульсів, підключений послідовно, резистивну матрицю, операційний посилювач і регістр. У пристрій додатково введені перетворювач кодів, дешифратор, два цифрові індикатори три світлодіодних індикатори стану двигуна, причому стробуючий вхід регістра сполучений з виходом операційного підсилювача, два інші входи регістра – з виходами лічильників імпульсів, прямий вхід операційного підсилювача зв'язаний через резистивну матрицю з виходами лічильників імпульсів, інший вхід операційного підсилювача – з виходом датчика тиску, а перетворювач кодів виконаний у вигляді двох мікросхем, що містять постійний пристрій, що запам'ятовує, і схему порівняння, при цьому вхід перетворювача входів підключений до виходу регістра, його виходи – до входу дешифратора і цифрових ндикаторів, а світлодіодні індикатори приєднані до виходу дешифратора. Винахід спрямовано на забезпечення автоматичного вимірювання тиску в кінці такту стиснення, а також оцінки стану циліндропоршньової групи і регуліровочних параметрів.
Винахід відноситься до області діагностичного устаткування для ДВЗ машин і може використовуватися для оцінки регулювальних параметрів паливної апаратури стану циліндропоршньової групи (ЦПГ).
Відомий відмітчик верхньої мертвої точки (ВМТ) поршня ДВЗ (авторське свідоцтво СРСР № 1024767, МКІ G 01 L 23/30, 1983), що містить датчик тиску, підсилювач, два формувачі тимчасового інтервалу, формувач мпульсів, клапан і цифровий пороговий елемент. Недоліком вказаного пристрою те, що воно дозволяє визначати тільки момент верхньої мертвої точки поршня, але не дозволяє набувати при цьому значення величини тиску в циліндрі двигуна оцінювати регулювальні параметри.
Найближчим по технічній суті є пристрій для визначення початку уприскування палива в ДВЗ (авторське свідоцтво СРСР № 6000406, МКІ G 01 L 23/24, 1978 прототип). Пристрій містить датчик тиску, підключений до підсилювача, датчик вібрацій, встановлений на форсунці і фіксуючий шум при уприскуванні палива, формувач імпульсів, вимірник, а також пристрій вибірки і запам'ятовування сигналів датчика тиску, синхронізатор, детектор, порогові пристрої.
Проте даний пристрій володіє обмеженою областю застосування, а саме, пристрій може використовуватися тільки для визначення тиску початку уприскування палива, для чого в ньому є окремі специфічн елементи функціональної схеми (датчик вібрації, синхронізатор, детектор і ін). Пристрій не дозволяє вимірювати максимальний тиск в циліндрі в кінці такту стиснення і оцінювати регулювальні параметри.
Крім того величина тиску оцінюється окремо після вимірювання напруги, що фіксується на цифровому вольтметрі, пропорційно тиску початку уприскування. Пристрій не володіє достатньою наочністю представлення результатів вимірювання і можливістю оцінки стану ЦПГ.
Винахід направлено на забезпечення автоматичного вимірювання тиску вкінц такту стиснення, а також оцінки стану ЦПГ і регулювальних параметрів.
Рішення поставленої задачі досягається тим, що в пристрій для вимірювання тиск і оцінки регулювальних параметрів, що містить датчик тиску, аналого-цифровий перетворювач, який включає генератор тактових мпульсів, лічильники імпульсів, підключені послідовно, резистивну матрицю, операційний підсилювач і регістр, додатково введені перетворювач кодів, дешифратор, два цифрові індикатори і три світлодіодних індикатори стану двигуна, причому стробуючий вхід регістра сполучений з виходом операційного підсилювача, два нші входи регістра – з виходами лічильників імпульсів, прямий вхід операційного підсилювача зв'язаний через резистивну матрицю з виходами лічильників імпульсів, прямий вхід операційного підсилювача зв'язаний через резистивну матрицю з виходами лічильників імпульсів, інший вхід операційного підсилювача – з виходом датчика тиску, а перетворювач кодів виконаний у вигляд двох мікросхем, що містять постійний пристрій, що запам'ятовує, і схему порівняння, при цьому вхід перетворювача кодів підключений до виходу регістра, його виходи – до виходу дешифратора і цифрових індикаторів, а світлодіодн ндикатори приєднані до виходів дешифратора.
На рис.2.8. представлена структурна схема пристрою для вимірювання тиск і оцінки регулювальних параметрів, на рис.2.9. принципова електрична схема (варіант).
Датчик 1 тиску – потенціометр, малогабаритний, має діапазон вимірювання в кінці такту стиснення в межах 0…4,0 Мпа (типа МД-40 ТС). Сумісно з наконечником і перепускним кульковим клапаном (на кресленнях не показані) датчик 1 встановлюється в кубло манометра дизельного компресометра.
Аналого-цифровий перетворювач 2 складається з генератора 7 тактових імпульсів, двох послідовно підключених двійкових лічильників 8 і 9 імпульсів, резистивної матриці 10 типа R-2R, виконаної на елементах R3…R18 (рис.2.9), операційного підсилювача 11, регістра 12. Перетворювач кодів 3 виконаний на двох мікросхемах 13 і 14 типа К573РФ2 і містить постійний пристрій (ПЗП), що запам'ятовує, і схему порівняння, дешифратор 4 – на одній мікросхемі типа К155ІД10. Генератор 7 імпульсів може бути виконаний на мікросхемі типа К361ТЛ1, лічильники 8 і 9 імпульсів – на мікросхемі типа К561ІЕ10, операційний підсилювач 11 – на мікросхемі типа К533УД, регістр 12 – на мікросхемі типа К555ІР23, дешифратор – на мікросхемі типа К155ІД10. Крім того, пристрій містить три світлодіодних індикатори 15, 16 і 17 стану двигуна.
Електричний вихід датчика 1 підключений до електронної схеми пристрою (до прямого входу генератора 7 імпульсів і входу операційного підсилювача 11). Вихід генератора 7 тактових імпульсів приєднаний до входу першого лічильника 8 мпульсів, а вихід його – до входу другого лічильника 9 імпульсів. Виходи лічильників 8 і 9 утворюють шину даних аналого-цифрового перетворювача 2 приєднані до резистивної матриці 10 і входу регістра 12. Вихід резистивної матриці 10 підключений до прямого входу операційного підсилювача 11. Інший вхід підсилювача 11 сполучений з виходом датчика тиску 1. Вихід операційного підсилювача 11 сполучений із стробуючим входом регістра 12.
Вихід регістра 12 сполучений з адресною шиною (входами мікросхем 13 і 14 ПЗП) перетворювача 3 кодів. Виходи перетворювача 3 кодів сполучені з індикаторами 5 і 6 і підключені до входів дешифратора 4. Індикатори 15, 16 і 17 стану двигуна приєднані напряму до виходів дешифратора 4.
Пропонований пристрій працює таким чином. В процесі вимірювання тиску кінця такту стиснення при мінімальної частот обертання колінчастого валу двигуна напруга з датчика 1 тиску, що відобража зміну тиску усередині циліндра двигуна, поступає на вхід генератора 7 імпульсів один з входів операційного підсилювача 11 аналого-цифрового перетворювача 2.
Генератор 7 імпульсів із зміною поступаючого на його вхід напругою U1 (напруга може зміняться в діапазоні 0…5 В, що відповідає зміні тиску в циліндрі в діапазоні 0…4,0 МПа) періодично форму тактові імпульси певної тривалості τ. Імпульси з виходу генератора 7 поступають на рахунковий вхід, як вже наголошувалося, укладених послідовно двійкових лічильників 8 і 9.
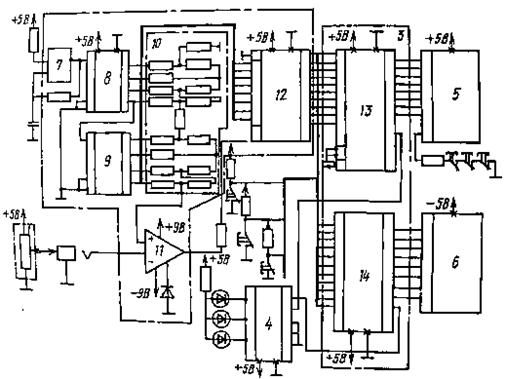
Рис.2.9. Принципова електрична схема (варіант)
Резістівная матриця 10, підключена до виходів лічильників 8 і 9, забезпечує облік вагового множника на них і здійсню цифро-аналогове перетворення. Залежно від кількості імпульсів, що поступили, на лічильники 8 і 9 на виході резистивної матриці 10 одержують напругу U2. З виходу резистивної матриці ступінчасто зростаюча напруга U2 поступає на прямий вхід операційного підсилювача 11, працюючого в режимі компаратора напруги. Як тільки напруга U2 на виході резистивної матриці 10 порівняється з вихідною напругою U1 датчика 1 тиску, на виході підсилювача 11 з'являється опорний сигнал високого рівня. Сигнал поступає на стробуючий вхід регістра 12 і в регістр записуються відповідн значення лічильників 8 і 9. На цьому цикл аналогово-цифрового перетворення закінчується. Після переповнювання лічильників 8 і 9, їх значення обнуляються і цикл аналого-цифрового перетворення (вимірювання) може бути повторений. У ПЗП перетворювача 3 кодів записані коди значення вимірюваних регулювальних параметрів. Код набутого значення порівнюється із записаними в ПЗП кодами контрольних значень. Зміряне (одержане) і контрольне значення параметрів висвічуються на сегментних світлодіодних ндикаторах 5, 6 типа КЛЦ202В.
При відповідності регулювальних параметрів нормі (наприклад, за наслідками експерименту тиск в кінці такту стиснення в циліндрі дизеля КамАЗ-740 находяться в межах Р=3,6…3,8 МПа при вимірюваному пристроєм діапазоні зміни тиску Ризм=0…4,0 МПа) спалахує один з індикаторів, наприклад 15. При необхідності регулювання настановного кута випередження уприскування палива, тиск початку підйому голки форсунки і номінальної циклової подач палива (тиск Р=3,1…3,6 МПа) спалахує інший індикатор, наприклад 16.
При несправному стані ЦПГ (тиск Р=3,1 МПа) спалахує третій індикатор, наприклад 17.
Шляхом зміни адресного простору ПЗП можна здійснювати індикацію різних оцінюваних параметрів (тиск в кінці такту стиснення, відповідного йому кута випередження уприскування палива, тиску початку підйому голки форсунки і величини номінальної циклової подачі палива). Залежно від набутого значення оцінюваного параметра дешифратор 4 підключає один з світлодіодів 15, 16 або 17 стану двигуна, що свідчить про технічний стан ЦПГ.1
Крім того, в умовах нестійких свідчень на другій генератора імпульсів 7 через окремий перемикач (на схемі не показаний) опір R2 (рис.2.9) може подаватися напруга низького рівня, припиняюче роботу генератора. В цьому випадку на ндикаторах 5, 6 відбувається фіксація набутого значення тиску або іншого оцінюваного параметра. При подачі тим же пареключателем сигналу високого рівня на другий вхід генератора 7 імпульсів знов дозволяється його робота.
Формула винаходу.
Пристрій для вимірювання тиск і оцінки регулювальних параметрів, що містить датчик тиску, аналого-цифровий перетворювач, який включає генератор тактових імпульсів, лічильники імпульсів, підключені послідовно, резистивну матрицю, операційний підсилювач і регістр, відмінне тим, що воно забезпечене перетворювачем кодів, дешифратором, двома цифровими індикаторами і трьома светодіодними індикаторами стану двигуна, причому стробуючий вхід регістра сполучений з виходом операційного підсилювача, два інші входи регістра – з виходами лічильників імпульсів, прямий вхід операційного підсилювача зв'язаний через резистивну матрицю з виходами лічильників мпульсів, інший вхід операційного підсилювача – з виходом датчика тиску, перетворювач кодів виконаний у вигляді двох мікросхем, що містять постійний пристрій, що запам'ятовує, і схему порівняння, при цьому вхід перетворювача кодів підключений до виходу регістра, його виходи – до входу дешифратора цифрових індикаторів, а світлодіодні індикатори приєднані до виходів дешифратора
До недоліків описаного вище пристрою можна віднести те, що недостатньо наочно видається інформація (за допомогою діодних ндикаторів). Враховуючи рівень сучасної техніки діагностичну інформацію можна видавати на монітор або роздруковувати за допомогою друкарського пристрою.
3. ТЕХНОЛОГІЧНА ЧАСТИНА
3.1. Розрахунок виробничої програми по ТО і ремонту автомобілів
3.1.1. Вибір і коректування нормативної періодичності ТО пробігу до КР
У загальному випадку нормативний пробіг автомобіля до КР і періодичність ТО - 1 і ТО - 2 визначаються по формулі:
 , [1]
, [1]
де![]() -нормативна
періодичність ТО i - го вигляду, км;
-нормативна
періодичність ТО i - го вигляду, км;
![]() -коефіцієнт
категорії умов експлуатації;
-коефіцієнт
категорії умов експлуатації;
![]() -коефіцієнт
модифікації рухомого складу і організації його роботи;
-коефіцієнт
модифікації рухомого складу і організації його роботи;
![]() -коефіцієнт
кліматичних умов.
-коефіцієнт
кліматичних умов.
Результати розрахунків зводимо у таблицю 3.1.
Для зручності подальших розрахунків пробіг між окремими видами ТО і ТР повинен бути скоректований з середньодобовим пробігом за допомогою показника кратності
 ,
,
де![]() -скоректована
відповідного виду дії, км;
-скоректована
відповідного виду дії, км;
![]() -середньодобовий
пробіг автомобіля, км.
-середньодобовий
пробіг автомобіля, км.
Показник кратності округляється до цілого числа і визначається розрахункова періодичність або розрахунковий пробіг відповідного виду дії по формулі
![]() .
.
Результати розрахунків зводимо у форму 2.
Таблиця 3.1
| № п/п | Тип, модель рухомого складу | Вид пробігу | Норматів-ний пробіг, км |
|
|
|
Ськоррек-тірован-ний пробіг, км | Расчет-ний пробіг, км |
| 1 | ГАЗ-3308 | LТО-1 | 3000 | 0,9 | 1 | 0,9 | 2700 | 2700 |
| -33027 | LТО-2 | 12000 | 10800 | 10800 | ||||
| -331043 | LК | 175000 | 141750 | 140400 | ||||
| 2 | МАЗ 5336А3-320 | LТО-1 | 3000 | 0,9 | 1 | 0,9 | 2700 | 2700 |
| -5336А3-321 | LТО-1 | 12000 | 10800 | 10800 | ||||
| LК | 250000 | 202500 | 194400 | |||||
| 3 | КамАЗ+ | LТО-1 | 3000 | 0,9 | 0,9 | 0,9 | 2430 | 2400 |
| напівпричіп | LТО-1 | 12000 | 9720 | 9600 | ||||
| LК | 300000 | 218700 | 211200 | |||||
| 4 | КрАЗ-6510 | LТО-1 | 3000 | 0,9 | 0,8 | 0,9 | 2160 | 2100 |
| -65055 | LТО-1 | 12000 | 8640 | 8400 | ||||
| LК | 250000 | 162000 | 159600 |
3.1.2. Визначення числа КР, ТО на один автомобіль за цикл
Число КР, ТО - 1, ТО - 2 ЩО за цикл на один автомобіль можна визначити по формулах [1]:
 ;
;
 ;
;
 ;
;
 ,
,
де ![]() ,
, ![]() ,
,
![]() ,
, ![]() - відповідно число КР, ТО1, ТО2, ЩО і Д на один автомобіль за цикл.
- відповідно число КР, ТО1, ТО2, ЩО і Д на один автомобіль за цикл.
Розрахунки за визначенням числа дій на один автомобіль за цикл зводимо у таблицю 3.2.
3.1.3. Визначення числа ТО на один автомобіль і весь парк за рік
Річне число дій на один обліковий автомобіль весь парк автомобілів однієї моделі складе [1]:
на один обліковий автомобіль
![]() ,
,
![]() ,
,
![]() ;
;
- на весь парк (групу) автомобілів
![]() ,
,
Таблиця 3.2
| № п/п | Тип, модель рухомого складу | Розрахункові пробіги, км |
|
|
|
|
| 1 | ГАЗ |
|
- | - | - | 936 |
|
|
- | - | 39 | - | ||
|
|
- | 12 | - | - | ||
|
|
1 | - | - | - | ||
| 2 | МАЗ |
|
- | - | - | 1296 |
|
|
- | - | 54 | - | ||
|
|
- | 17 | - | - | ||
|
|
1 | - | - | - | ||
| 3 | КамАЗ |
|
- | - | - | 1408 |
|
|
- | - | 66 | - | ||
|
|
- | 21 | - | - | ||
|
|
1 | - | - | - | ||
| 4 | КрАЗ |
|
- | - | - | 1064 |
|
|
- | - | 57 | - | ||
|
|
- | 18 | - | - | ||
|
|
1 | - | - | - |
![]() ,
,
![]() ;
;
де ![]() - облікове число
автомобілів, шт.;
- облікове число
автомобілів, шт.;
![]() - коефіцієнт
переходу від циклу до року
- коефіцієнт
переходу від циклу до року
 ; [2]
; [2]
де ![]() - річний пробіг
автомобіля, км;
- річний пробіг
автомобіля, км;
![]() - розрахунковий
пробіг автомобіля до КР, км.
- розрахунковий
пробіг автомобіля до КР, км.
Річний пробіг автомобіля [2]:
![]() км;
км;
де ![]() - число днів роботи
підприємства в році;
- число днів роботи
підприємства в році;
![]() - коефіцієнт
технічної готовності.
- коефіцієнт
технічної готовності.
Результати обчислень зводимо у таблицю 3.3.
3.1.4. Визначення числа діагностичних дій на весь парк за рік
Число Д - 1 на весь парк за рік визначається по таблиці
![]() .
.
Число Д - 2 на весь парк за рік визначається по таблиці
![]() .
.
Набуті значення відносяться тільки до рухомого складу розглядається АТП. Проте при розробці діагностично ділянки необхідно врахувати, що в сучасних ринкових умовах для отримання додаткового прибутку кількість діагностичних дій збільшиться за рахунок обслуговування автомобілів приватних осіб, транзитного транспорту і автомобілів АТП не мають своєї ремонтно-діагностичної бази.
3.1.5. Визначення добової програми по ТО і діагностиц автомобілів
По видах ТО (ЩО, ТО - 1, ТО - 2) і діагностиці (Д - 1, Д - 2) добова продуктивна програма визначається по таблиці
 , [2]
, [2]
де ![]() -
річна програма по кожному вигляду ТО або діагностиці окремо;
-
річна програма по кожному вигляду ТО або діагностиці окремо;
![]() - річне число днів
роботи зони, призначеної для виконання того або іншого вигляду ТО і діагностика
автомобілів.
- річне число днів
роботи зони, призначеної для виконання того або іншого вигляду ТО і діагностика
автомобілів.
Розрахунки зводимо у таблицю 3.3.
Таблиця 3.3
Розрахунок показників виробничої програми по ТО облікового парку машин
| № п/п | Тип, модель подв. складу | Розрахункові показники по моделях | ||||||||||||
| aТ | ДРАБ. Г. | LГ | hГ | NЕО. С | N1С | N2С | NЕО. Г | N1Г | N2Г | SNЕОГ | SN1Г | SN2Г | ||
| 1 | ГАЗ3308 | 0,91 | 253 | 34535 | 0,25 | 37 | 2 | 1 | 234 | 10 | 3 | 9360 | 400 | 120 |
| 2 | ГАЗ33027 | 0,91 | 253 | 34535 | 0,25 | 37 | 2 | 1 | 234 | 10 | 3 | 9360 | 400 | 120 |
| 3 | ГАЗ - 331043 | 0,91 | 253 | 34535 | 0,25 | 37 | 2 | 1 | 234 | 10 | 3 | 9360 | 400 | 120 |
| 4 | МАЗ - 5336А3-320 | 0,91 | 253 | 34535 | 0,17 | 35 | 2 | 1 | 220 | 9 | 3 | 8800 | 360 | 120 |
| 5 | МАЗ 5336А3-321 | 0,91 | 253 | 34535 | 0,17 | 35 | 2 | 1 | 220 | 9 | 3 | 8800 | 360 | 120 |
| 6 | КамАЗ5410+МАЗ5245 | 0,91 | 253 | 34535 | 0,16 | 45 | 2 | 1 | 225 | 9 | 3 | 11250 | 450 | 150 |
| 7 | КамАЗ5410+ОдАЗ9385 | 0,91 | 253 | 34535 | 0,16 | 45 | 2 | 1 | 225 | 9 | 3 | 11250 | 450 | 150 |
| 8 | КрАЗ - 6510 | 0,91 | 253 | 34535 | 0,21 | 23 | 2 | 12 | 235 | 13 | 4 | 5875 | 325 | 100 |
| 9 | КрАЗ - 65055 | 0,91 | 253 | 34535 | 0,21 | 23 | 2 | 1 | 235 | 13 | 4 | 5875 | 325 | 100 |
3.1.6. Вибір методів оптимізації технологічного процесу технічного обслуговування автомобілів
Виходячи з одержаної добової програми по технічному обслуговуванню, приймаємо наступні методи організації технологічного процесу технічного обслуговування:
для ЩО – потоковий метод обслуговування;
для ТО1 і ТО2 – спеціалізовані проїзні пости;
для ТР – універсальн проїзні пости;
для Д – спеціалізовані пости.
3.2. Розрахунок річного об'єму робіт
3.2.1. Вибір і коректування нормативних трудоємкостей
Розрахункова скоректована трудомісткість щоденного обслуговування визначається з виразу:
![]() , [1]
, [1]
![]() ,
,
де ![]() - нормативна
трудомісткість щоденного обслуговування, чол. -год.;
- нормативна
трудомісткість щоденного обслуговування, чол. -год.;
К2, К5, КМ - коефіцієнти враховують відповідно модифікацію рухомого складу, кількість автомобілів в транспортному цеху, зниження трудомісткості за рахунок механізації робіт щоденного обслуговування;
М - частка робіт щоденного обслуговування виконуваних механізованим способом,%.
Розрахункова скоректована трудомісткість ТО - 1 і ТО - 2 визначається з виразу:
![]() ;
;
де ![]() - нормативна
трудомісткість технічних обслуговувань (ТО1 або ТО2), чол. -год.
- нормативна
трудомісткість технічних обслуговувань (ТО1 або ТО2), чол. -год.
Розрахункова скоректована трудомісткість поточного ремонту визначається з виразу:
![]() ;
;
де ![]() - нормативна
трудомісткість поточного ремонту,
- нормативна
трудомісткість поточного ремонту,  ;
;
К1, К2, К3 - коефіцієнти, що враховують відповідно категорію умов експлуатації, кліматичний район, пробіг рухомого складу з початку експлуатації.
Результати зводимо у таблицю 3.4.
Таблиця 3.4.
Визначення розрахункової скоректовано трудомісткості по видах дії
| № п/п | Тип рухомого складу |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1 | ГАЗ | 0,4 | 2,1 | 9,0 | 3,6 | 0,9 | 1 | 0,9 | 1,2 | 0,9 | 0,18 | 1,89 | 8,1 | 3,13 |
| 2 | МАЗ | 0,3 | 3,4 | 13,6 | 6,0 | 0,9 | 1 | 0,9 | 1,2 | 0,9 | 0,135 | 3,06 | 12,42 | 5,25 |
| 3 | КамАЗ+п/прицеп | 0,5 | 3,4 | 14,5 | 8,5 | 0,9 | 0,9 | 0,9 | 1,2 | 0,9 | 0,2 | 2,75 | 11,75 | 6,69 |
| 4 | КрАЗ | 0,5 | 3,5 | 14,7 | 6,2 | 0,9 | 0,8 | 0,9 | 1,2 | 0,9 | 0,18 | 2,52 | 10,58 | 4,34 |
Визначення річного об'єму робіт по технічних обслуговуваннях і поточного ремонту
Об'єм робіт по ЩО, ТО - 1, ТО - 2 за рік визначається з виразу [2]:
![]() ;
;
![]() ;
;
![]() ;
;
де ![]() ,
, ![]() ,
, ![]() - відповідно річне число
щоденного обслуговування, технічного обслуговування №1 і технічного
обслуговування №2 на весь парк (групу) автомобілів однієї моделі;
- відповідно річне число
щоденного обслуговування, технічного обслуговування №1 і технічного
обслуговування №2 на весь парк (групу) автомобілів однієї моделі;
![]() ,
, ![]() ,
,
![]() -розрахункова скоректована трудомісткість щоденного обслуговування,
технічних обслуговувань №1 і №2, чол. - год.
-розрахункова скоректована трудомісткість щоденного обслуговування,
технічних обслуговувань №1 і №2, чол. - год.
Річний об'єм робіт поточного ремонту визначається з виразу:
![]() , [2]
, [2]
де L2 - річний пробіг автомобіля, км; АU - облікове число автомобілів;
tТР - розрахункова
скоректована трудомісткість поточного ремонту,  .
.
Визначення річного об'єму робіт по самообслуговуванню автобази
Річний об'єм робіт по самообслуговуванню визначається з виразу
![]() ,
,
де Квсп - об'єм допоміжних робіт, Квсп=20¸30%;
Ксам - об'єм робіт по самообслуговуванню.
Розрахунки за
визначенням річного об'єму робіт зводимо у таблицю 3.5. ![]() чол.
-год.
чол.
-год.
Розподіл об'єму технічних обслуговувань і поточного ремонту по виробничих зонах. Об'єм технічних обслуговувань і поточного ремонту розподіляється по місцю його виконання по технологічних і організаційних ознаках поточного ремонту технічних обслуговувань виконуються на постах і виробничих ділянках (відділеннях). До постових відносяться роботи по технічних обслуговуваннях і поточному ремонті, виконувані безпосередньо на автомобілі.
Таблиця 3.5
Визначення річного об'єму робіт в транспортному цеху
| № п/п | Показники | Одиниці вимірювання | Марка рухомого складу | Види дії | Всього | |||
| ЩО | ТО‑1 | ТО‑2 | ТР | |||||
| 1 |
Річна кількість дій SNЕ. О. Г; SN1Г; SN2Г |
ед. | ГАЗ3308 | 9360 | 400 | 120 | 9880 | |
| ГАЗ33027 | 9360 | 400 | 120 | 9880 | ||||
| ГАЗ331043 | 9360 | 400 | 120 | 9880 | ||||
| МАЗ 5336А3-320 | 8800 | 360 | 120 | 9280 | ||||
| МАЗ 5336А3-321 | 8800 | 360 | 120 | 9280 | ||||
| КамАЗ5410+МАЗ | 11250 | 450 | 150 | 11850 | ||||
| КамАЗ54112+ОдАЗ | 11250 | 450 | 150 | 11850 | ||||
| КрАЗ6510 | 5875 | 325 | 100 | 6300 | ||||
| КрАЗ65055 | 5875 | 325 | 100 | 6300 | ||||
| Разом | 80230 | 3470 | 1100 | 84800 | ||||
| 2 |
Добова кількість дій SNЕ. О. С; SN1С; SN2С |
ед. | ГАЗ3308 | 37 | 2 | 1 | 40 | |
| ГАЗ33027 | 37 | 2 | 1 | 40 | ||||
| ГАЗ331043 | 37 | 2 | 1 | 40 | ||||
| МАЗ 5336А3-320 | 35 | 2 | 1 | 38 | ||||
| МАЗ 5336А3-321 | 35 | 2 | 1 | 38 | ||||
| КамАЗ5410+МАЗ | 45 | 2 | 1 | 48 | ||||
| КамАЗ54112+ОдАЗ | 45 | 2 | 1 | 48 | ||||
| КрАЗ6510 | 23 | 2 | 1 | 26 | ||||
| КрАЗ65055 | 23 | 2 | 1 | 26 | ||||
| Разом | 317 | 18 | 9 | 344 | ||||
| 3 |
Річний об’єм робіт по ТО і ремонту ТЕ. О. Г; Т1Г; Т2Г; ТТР. Г |
чол. -год. | ГАЗ3308 | 1670 | 756 | 927 | 4324 | 7722 |
| ГАЗ33027 | 1670 | 756 | 927 | 4324 | 7722 | |||
| ГАЗ331043 | 1670 | 756 | 927 | 4324 | 7722 | |||
| МАЗ 5336А3-320 | 1231 | 1101 | 1677 | 7252,5 | 11261,5 | |||
| МАЗ 5336А3-321 | 1231 | 1101 | 1677 | 7252,5 | 11261,5 | |||
| КамАЗ5410+МАЗ | 42240 | 1237,5 | 1762,5 | 11552 | 16792 | |||
| КамАЗ54112+ОдАЗ | 2240 | 1237,5 | 1762,5 | 11552 | 16792 | |||
| КрАЗ6510 | 1057,5 | 819 | 1058 | 3747 | 6681,5 | |||
| КрАЗ65055 | 1057,5 | 819 | 1058 | 3747 | 6681,5 | |||
| Разом | 14068 | 8584 | 11910 | 58074 | 92636 | |||
Роботи по перевірці і ремонту вузлів, механізмів і агрегатів, знятих з автомобілів виконують на ділянках.
Розподіл об'єму по самообслуговуванню автомобілів
Всі роботи по самообслуговуванню виконуються у відділі головного механіка.
3.3. Розрахунок чисельності працюючих
На експлуатаційному підприємстві склад працюючих ділиться на наступні категорії:
виробничі робітники;
експлуатаційний персонал (водії);
молодший обслуговуючий персонал;
допоміжні робітники;
інженерно-технічні працівники;
рахунково-конторський персонал.
Явочне число виробничих робітників визначається з виразу:
 .
.
Облікове число виробничих робітників визначається з виразу:
 .
.
де Тг - річний об'єм робіт в зоні технічного обслуговування, поточного ремонту, чол. -год.;
Фнр - номінальний річний фонд часу робітника;
Фдр - річний дійсний фонд часу робітника;
Таблиця 3.6
Річні фонди часу робітників
| № п/п | Професія робітника | Тривалість робочої зміни, tзм, ч | Тривалість відпустки, t0, днів | Коеф. втрати робочого часу, b | Річний фонд робітника, ч | |
| номі-нальний, Фнр | дійсний, Фдр | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Слюсарі по ремонту приладів системи живлення | 7,2 | 24 | 0,92 | 1801 | 1498 |
| 2 | Акумулторник | 7,2 | 24 | 0,92 | 1801 | 1498 |
| 3 | Ковалі | 7,2 | 24 | 0,92 | 1801 | 1498 |
| 4 | Мідники | 7,2 | 24 | 0,92 | 1801 | 1498 |
| 5 | Зварювачі | 7,2 | 24 | 0,92 | 1801 | 1498 |
| 6 | Вулканізаторники | 7,2 | 24 | 0,92 | 1801 | 1498 |
| 7 | Малярі нітрокрасок, що працюють в закритому приміщенні | 6 | 24 | 0,96 | 1500 | 1302 |
| 8 | Слюсарі по технічному обслуговуванню і ремонту | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 9 | Слюсарі по ремонту агрегатів і вузлів | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 10 | Мотористи | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 11 | Електрики | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 12 | Шиномотажникі | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 13 | Слюсарі-верстатники | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 14 | Столяри | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 15 | Шпалерники | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 16 | Арматурники | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 17 | Бляхарі | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 18 | Слюсарі по ремонту устаткування | 8,2 | 18 | 0,97 | 2052 | 1839 |
| 19 | Інші робітники | 8,2 | 15 | 0,97 | 2052 | 1871 |
Квн - коефіцієнт перевиконання норми вироблення, Кнв=1,1¸1,2.
Номінальний річний фонд часу робітника:
![]() ,
,
де B - кількість вихідних днів в році;
П - кількість святкових днів в році;
Ко - кількість календарних днів в році;
Пр - кількість годин в році, на яке скорочується робочий день в передсвяткові дні, год.;
tсм-тривалість робочо зміни, год.
Дійсний річний фонд часу робітника:
![]() ,
,
де t0 - тривалість відпустки, днів;
b - коефіцієнт, що враховує втрати часу з поважних причин.
Розрахунки за визначенням фондів часу по професіях робітників зводимо у таблицю 3.6.
Річний об'єм робіт по видах робіт, розподілений по марках зводимо у таблицю 3.7.
Таблиця 3.7
Річний об'єм робіт по видах робіт, розподілений по марках автомобілів
| № п/п | Зони ТО і ТР ділянки і види робіт | Річний об'єм робіт, чол. -год. | Всього | |||||||||||||||||
| ГАЗ 6602 | Газ 5204 | ГАЗ 331043 | МАЗ 5335 | МАЗ 5336А3-321 | КамАЗ +МАз | КамАЗ +ОдАЗ | КрАЗ 6510 | КрАЗ 65055 | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||
| 1 | ЩО | 1670 | 1670 | 1670 | 1231 | 1231 | 2240 | 2240 | 1057,5 | 1057,5 | 14068 | |||||||||
| 2 | ТО-1 | 756 | 756 | 756 | 1101 | 1101 | 1237,5 | 1237,5 | 819 | 819 | 8584 | |||||||||
| 3 | ТО-2 | 972 | 972 | 972 | 1677 | 1677 | 1762,5 | 1762,5 | 1058 | 1058 | 11910 | |||||||||
| Електротехнічні |
3 29,16 |
3 29,16 |
3 29,16 |
3 49,88 |
3 49,88 |
3,1 54,65 |
3,1 54,65 |
1,6 16,92 |
1,6 16,92 |
330,37 | ||||||||||
| Акумуляторні |
1 9,72 |
1 9,72 |
1 9,72 |
1 16,77 |
1 16,77 |
1 17,625 |
1 17,625 |
1,4 14,81 |
1,4 14,81 |
127,56 | ||||||||||
| Паливні |
1,5 14,58 |
1,5 14,58 |
1,5 14,58 |
1,5 24,94 |
1,5 24,94 |
1,5 26,45 |
1,5 26,45 |
7,5 76,35 |
7,5 79,35 |
305,21 | ||||||||||
| Шинні |
10,5 102,06 |
10,5 102,06 |
10,5 102,06 |
10,5 176,05 |
10,5 176,05 |
10,5 185,05 |
10,5 185,05 |
7 74,05 |
7 74,05 |
1028,4 | ||||||||||
| По місцю виконання | ||||||||||||||||||||
| На постах |
84 816,46 |
84 816,46 |
84 816,46 |
84 1408,26 |
84 1408,26 |
83,9 1478,75 |
83,9 1478,75 |
82,5 872,85 |
82,5 872,85 |
9969,1 | ||||||||||
| У відділеннях |
16 155,54 |
16 155,54 |
16 155,54 |
16 155,54 |
16 155,54 |
16,1 238,75 |
16,1 238,75 |
17,5 185,15 |
17,5 185,15 |
1940,9 | ||||||||||
| 4 | ТР | 4324 | 4324 | 4324 | 7252,5 | 7252,5 | 11552 | 11552 | 3747 | 3747 | 58074 | |||||||||
| Конт-рольно-діагностичні |
1 45,24 |
1 45,24 |
1 45,24 |
1 75,525 |
1 75,525 |
1,7 200,4 |
1,7 200,4 |
1 40,47 |
1 40,47 |
768,47 | ||||||||||
| Розбирально збиральні |
20 864,73 |
20 864,73 |
20 864,73 |
20 1450,5 |
20 1450,5 |
23 2656,96 |
23 2656,96 |
18 656,46 |
18 656,46 |
12122 | ||||||||||
| Регулювальні |
2 86,473 |
2 86,473 |
2 86,473 |
2 145,05 |
2 145,05 |
2 231,04 |
2 231,04 |
2,5 91,175 |
2,5 91,175 |
1194 | ||||||||||
| Електро-технічні |
11,5 506,93 |
11,5 506,93 |
11,5 506,93 |
11,5 883,93 |
11,5 883,93 |
13,1 1568 |
13,1 1568 |
9,6 367,1 |
9,6 367,1 |
7158,8 | ||||||||||
| Акуму-ляторні |
1,5 79,43 |
1,5 79,43 |
1,5 79,43 |
1,5 125,55 |
1,5 125,55 |
2 248,67 |
2 248,67 |
1,9 86 |
1,9 86 |
1158,7 | ||||||||||
| Паливні |
4,5 209,13 |
4,5 209,13 |
4,5 209,13 |
4,5 351,45 |
4,5 351,45 |
5 604,05 |
5 604,05 |
11 480,52 |
11 480,52 |
3499,4 | ||||||||||
| Агрегат-ні |
18 778,7 |
18 778,7 |
18 778,7 |
18 1305,5 |
18 1305,5 |
19 2194,9 |
19 2194,9 |
21 765,87 |
21 765,87 |
10867 | ||||||||||
| Шинні |
11,5 497,23 |
11,5 497,23 |
11,5 497,23 |
11,5 834,05 |
11,5 834,05 |
12,5 1629,05 |
12,5 1629,05 |
9 411,28 |
9 411,28 |
7240,46 | ||||||||||
Продовження таблиці.
| Вулка-нізаторні |
1 43,236 |
1 43,236 |
1 43,236 |
1 72,525 |
1 72,525 |
2 231,04 |
2 231,04 |
1,5 54,705 |
1,5 54,705 |
846,25 | |
| Мідніць-кі |
2,5 108,1 |
2,5 108,1 |
2,5 108,1 |
2,5 108,3 |
2,5 108,3 |
3 346,56 |
3 346,56 |
3 109,41 |
3 109,41 |
1598,8 | |
| Бляхарські |
1,5 64,853 |
1,5 64,853 |
1,5 64,853 |
1,5 108,53 |
1,5 108,53 |
2 231,04 |
2 231,04 |
1,5 54,705 |
1,5 54,705 |
983,65 | |
| Зварювальні |
2 86,473 |
2 86,473 |
2 86,473 |
2 145,05 |
2 145,05 |
1 115,52 |
1 115,52 |
2 72,94 |
2 72,94 |
926,44 | |
| Ковальсько-ресорні |
4 172,95 |
4 172,95 |
4 172,95 |
4 290,1 |
4 290,1 |
5 577,6 |
5 577,6 |
5 182,35 |
5 182,35 |
2619 | |
| Слюсар-но-меха-нічні |
14 605,32 |
14 605,32 |
14 605,32 |
14 1015,35 |
14 1015,35 |
9 1039,68 |
9 1039,68 |
7 255,3 |
7 255,3 |
6436,6 | |
| Столяр-ні |
4 172,95 |
4 172,95 |
4 172,95 |
4 290,1 |
4 290,1 |
1 115,52 |
1 115,52 |
0,5 18,235 |
0,5 18,235 |
1366,6 | |
| Арма-турно-кузовні |
1 43,236 |
1 43,236 |
1 43,236 |
1 72,525 |
1 72,525 |
0,5 57,76 |
0,5 57,76 |
0,5 18,235 |
0,5 18,235 |
426,75 | |
| Обівочні |
1 43,236 |
1 43,236 |
1 43,236 |
1 72,525 |
1 72,525 |
1 115,52 |
1 115,52 |
1 36,47 |
1 36,47 |
580,74 | |
| Малярські |
4 172,95 |
4 172,95 |
4 172,95 |
4 290,1 |
4 290,1 |
3 346,56 |
3 346,56 |
2,5 91,175 |
2,5 91,175 |
1974,5 | |
| По місцю виконання | |||||||||||
| На постах |
23 994,43 |
23 994,43 |
23 994,43 |
23 1668,1 |
23 1668,1 |
26,7 3074,4 |
26,7 3074,4 |
21,5 784,1 |
21,5 784,1 |
14057 | |
| У відділеннях |
77 3329,2 |
77 3329,2 |
77 3329,2 |
77 5584,43 |
77 5584,43 |
73,3 8467,6 |
73,3 8467,6 |
78,5 2862,9 |
78,5 2862,9 |
43818 | |
Розрахунок за визначенням кількості виробничих робітників по зонах обслуговування і виробничих ділянках зводимо у таблицю 3.8.
Таблиця 3.8
Кількість виробничих робітників
| № п/п | Зона ТО і ТР, ділянки і види робіт | Річний об'єм робіт ТГ, чол. - ч. | Річні фонди часу робітника | Число робітників | ||||
| явочне | облікове | |||||||
| номі-наль-ний Фнр |
Дійсний Фдр |
розрахункове | прийняте | розрахункове | прийняте | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | ЩО | 14068 | 2052 | 1839 | 6,23 | 6 | 6,9 | 7 |
| 2 | ТО-1 | 8584 | 2052 | 1839 | 3,8 | 4 | 4,2 | 4 |
| Електротехнічні | 330,37 | 2052 | 1839 | 0,15 | 1 | 0,16 | 1 | |
| Акумуляторні | 127,56 | 1801 | 1498 | 0,06 | 1 | 0,08 | 1 | |
| Паливні | 305,21 | 1801 | 1498 | 0,15 | 1 | 0,16 | 1 | |
| Шинні | 1028,38 | 2052 | 1839 | 0,46 | 1 | 0,51 | 1 | |
| По місцю виконання | ||||||||
| У відділеннях | 1940,88 | |||||||
| На постах | 9969,12 | |||||||
| 4 | Поточний ремонт | 58074 | ||||||
| Контрольні | 742,52 | 2052 | 1839 | 0,33 | 1 | 0,38 | 1 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Регулювальні | 1193,95 | 2052 | 1839 | 0,53 | 1 | 0,59 | 1 | |
| Розбірно-складальні | 12122,04 | 2052 | 1839 | 5,4 | 5 | 5,99 | 6 | |
| Електротехнічні | 7158,75 | 2052 | 1839 | 3,17 | 3 | 3,54 | 4 | |
| Акумуляторні | 1158,73 | 1801 | 1498 | 0,58 | 1 | 0,7 | 1 | |
Продовження таблиці.
| Паливні | 3499,44 | 1801 | 1498 | 1,76 | 2 | 2,1 | 2 | |
| Агрегатні | 10867,2 | 2052 | 1839 | 1,8 | 5 | 5,4 | 5 | |
| Шинні | 7240,46 | 2052 | 1839 | 3,2 | 3 | 3,6 | 4 | |
| Вулканізація | 846,25 | 1801 | 1498 | 0,41 | 1 | 0,51 | 1 | |
| Медніцкие | 1598,84 | 1801 | 1498 | 0,8 | 1 | 0,97 | 1 | |
| Жестяніцкие | 983,65 | 2052 | 1839 | 0,44 | 1 | 0,49 | 1 | |
| Зварювальні | 926,44 | 1801 | 1498 | 0,47 | 1 | 0,56 | 1 | |
| Ковальсько-ресорні | 2618,94 | 1801 | 1498 | 1,3 | 1 | 1,6 | 2 | |
| Слюсарно-механічні | 6436,6 | 2052 | 1839 | 2,8 | 3 | 3,2 | 3 | |
| Столярні | 1366,55 | 2052 | 1839 | 0,6 | 1 | 0,67 | 1 | |
| Арматурно-кузовні | 426,75 | 2052 | 1839 | 0, 19 | 1 | 0,21 | 1 | |
| Шпалерні | 580,74 | 2052 | 1839 | 0,26 | 1 | 0,29 | 1 | |
| Малярні | 1974,51 | 1500 | 1302 | 1, 19 | 1 | 1,4 | 1 | |
| По місцю виконання | ||||||||
| На постах | 14056,46 | |||||||
| У відділеннях | 43817,54 | |||||||
| ОГМ | 10190 | 1801 | 1498 | 5,1 | 5 | 6,2 | 6 | |
| Разом | 52 | 58 |
Число експлуатаційного персоналу по кожній марц автомобіля визначається з виразу:
 ,
,
де Таг - річна тривалість роботи автомобілів, год.;
Фдв - річний дійсний фонд роботи водія.
![]() ,
,
де Ат - експлуатаційна кількість рухомого складу відповідної марки;
tрд - тривалість роботи автомобіля в добу, год.;
Дет - тривалість роботи рухомого складу в році, дні.
![]() .
.
Результати розрахунків зводимо у таблицю 3.9.
Таблиця 3.9
Чисельність експлуатаційного складу
| № п/п | Тип, модель рухомого складу | АU | aт | Tрд | Фдв | Таг | Ат | mе |
| 1 | ГАЗ 3308 | 40 | 0,91 | 16,4 | 1839 | 151031 | 36,4 | 82 |
| 2 | ГАЗ 33027 | 40 | 0,91 | 16,4 | 1839 | 151031 | 36,4 | 82 |
| 3 | ГАЗ 331043 | 40 | 0,91 | 16,4 | 1839 | 151031 | 36,4 | 82 |
| 4 | МАЗ 5336А3-320 | 40 | 0,91 | 16,4 | 1839 | 151031 | 36,4 | 82 |
| 5 | МАЗ-5336А3-321 | 40 | 0,91 | 16,4 | 1839 | 151031 | 36,4 | 82 |
| 6 | КамАЗ + МАЗ | 50 | 0,91 | 16,4 | 1839 | 188789 | 45,5 | 103 |
| 7 | КамАЗ + ОдАЗ | 50 | 0,91 | 16,4 | 1839 | 188789 | 45,5 | 103 |
| 8 | КрАЗ-6510 | 25 | 0,91 | 16,4 | 1839 | 94394 | 22,75 | 51 |
| 9 | КрАЗ-65055 | 25 | 0,91 | 16,4 | 1839 | 94394 | 22,75 | 51 |
| Разом | 718 |
Штат виробничих і допоміжних робітників розподіляється по змінах і розрядах.
Правильність розподілу виробничих робітників по розрядах характеризується середнім розрядом [2]:
Таблиця 3.10
Штатна відомість співробітників
| № п/п | Найменування служби, посада | Кількість |
| 1 | 2 | 3 |
| 1 | Загальне керівництво | 3 |
| Директор | 1 | |
| Головний інженер | 1 | |
| Заст.д.иректора по експлуатації | 1 | |
| 2 | Виробничо-технічний відділ | |
| Начальник відділу | 1 | |
| Інженер I категорії | 1 | |
| Інженер-програміст | 1 | |
| 3 | Відділ економіки і організації праці | |
| Провідний економіст | 1 | |
| 4 | Бухгалтерія | |
| Головний бухгалтер | 1 | |
| Заст. головного бухгалтера | 1 | |
| Бухгалтер I категорії | 1 | |
| Бухгалтер по нарахуванню заробітної платні | 1 | |
| Касир | 1 | |
| 5 | ОМТС | |
| Начальник відділу | 1 | |
| Інженер | 1 | |
| Завідувач центральним складом | 1 | |
| 6 | Відділ кадрів | |
| Начальник відділу кадрів | 1 | |
| 7 | Відділ головного механіка | |
| Головний механік | 1 | |
| 8 | Відділ організації перевезень і комерційної роботи | |
| Начальник відділу | 1 | |
| Провідний інженер по БДД | 1 | |
| Старший диспетчер | 1 | |
| Диспетчер | 3 | |
| Начальник автоколони | 4 | |
| Старший механік |
 ,
,
де m1, m2, mn - кількість робітників відповідного розряду;
R1, R2, Rn - перший, другий наступний розряд, прийнятий у відповідному підрозділі;
Rср - середній розряд виробничих робітників транспортного цеху, Rср=3.
Таблиця 3.11
Штатна відомість виробничих і допоміжних робітників
| № п/п | Вид робіт, зони ТО і ТР, виробничі ділянки | Професія робітника | Всього робочих | По змінах | По розрядах | |||||||||||||
| 1 | 2 | 3 | 1 | 2 | 3 | 4 | 5 | 6 | Rср | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |||||
| А. Проїзводственниє робітники | ||||||||||||||||||
| 1 | Зона ЩО | 7 | 4 | 3 | 2 | 3 | 2 | 3 | ||||||||||
| 2 | Зона ТО-1 | Слюсар по ТО | 4 | 2 | 2 | 1 | 2 | 1 | 3 | |||||||||
| 3 | Зона ТО-2 | Слюсар по ТО | 4 | 2 | 2 | 1 | 2 | 1 | 3 | |||||||||
| 4 | Зона ТР: | |||||||||||||||||
| 1. Контрольно-діагностичні регулювальні, розборочно-складальні | Слюсар | 10 | 5 | 5 | 4 | 4 | 2 | 3 | ||||||||||
| 2. Електротех-нічеській | Електрик | 4 | 2 | 2 | 1 | 2 | 1 | 3 | ||||||||||
| 3. Аккумуля-уторований | Акумулює | 1 | 1 | 1 | 3 | |||||||||||||
| 4. Паливний | Слюсар по ремонту системи живлення | 2 | 2 | 2 | 3 | |||||||||||||
| 5. Агрегатний | Слюсар по ремонту агрегатів вузлів | 5 | 3 | 2 | 1 | 3 | 1 | 3 | ||||||||||
| 6. Шинний | Шиномонтажник | 4 | 2 | 2 | 1 | 2 | 1 | 3 | ||||||||||
| 7. Вулканіза-ционний | Вулканізаторщик | 1 | 1 | 1 | 3 | |||||||||||||
| 8. Медніцкий | Мідник | 1 | 1 | 1 | 3 | |||||||||||||
| 9. Жестяніцкий | Бляхар | 1 | 1 | 1 | 3 | |||||||||||||
| 10. Зварювальний | Зварювач | 1 | 1 | 1 | 3 | |||||||||||||
| 11. Ковальсько-ресорний | Коваль | 2 | 2 | 2 | 3 | |||||||||||||
| 12. Слюсарно-механічний | Слюсар-верстатник | 3 | 2 | 1 | 1 | 1 | 1 | 3 | ||||||||||
| 13. Столярний | Столяр | 1 | 1 | 1 | 3 | |||||||||||||
| 14. Арматурно-кузовний | Арматурник | 1 | 1 | 1 | 3 | |||||||||||||
| 15. Шпалерний | Шпалерник | 1 | 1 | 1 | 3 | |||||||||||||
| 16. Малярний | Маляр | 1 | 1 | 1 | 3 | |||||||||||||
| Разом | 58 | 35 | 21 | 2 | 3 | |||||||||||||
| Б. Допоміжні робітники (29%) | ||||||||||||||||||
| 1 | Комірник | 3 | 2 | 1 | ||||||||||||||
| 2 | Слюсар по ремонту | 3 | 2 | 1 | ||||||||||||||
| 3 | Транспортні робітники | 3 | 2 | 1 | ||||||||||||||
| 4 | Водії | 2 | 1 | 1 | ||||||||||||||
| 5 | Прибиральники приміщень | 3 | 2 | 1 | ||||||||||||||
| 6 | Різноробочі | 3 | 2 | 1 | ||||||||||||||
| Разом | 17 | 11 | 6 | |||||||||||||||
| Загальну кількість виробничих і допоміжних робітників | 75 | |||||||||||||||||
3.4. Вибір методу організації ТО ремонту автомобілів, режиму роботи зон ТО і ремонту
Від прийнятих методів залежить трудомісткість технічного обслуговування. Для зниження трудомісткості робіт слід прийняти прогресивні методи. В даний час широко поширені методи універсальних і спеціалізованих постів.
Виходячи з одержаної добової програми з урахуванням рекомендації приймаємо наступні методи організації технічного обслуговування і поточного ремонту:
ТО - 1 і ТО - 2 на проїзних спеціалізованих постах;
ЩО – виконується на потоковій лінії;
ТР – на проїзних універсальних постах;
Д – на тупикових специалізірованих постах.
3.5. Розрахунок постів і потокових ліній зон ТО і поточного ремонту
Для універсального і операційно-постового методу ТО число постів визначається:
 ,
,
деtn, i - такт поста даного вигляду ТО, хв.;
Ri - ритм виробництва даного вигляду ТО, хв.
Такт поста tn, i є середнім часом зайнятості поста. Воно складається з часу простою автомобіля під обслуговуванням на даному посту і часі пов'язаного з установкою автомобіля на пост, вивішуванням його на підйомнику і т.п.
 ,
,
де ti - трудомісткість робіт даного виду обслуговування виконуваного на посту, чол. -год.;
mn - число робітників, що одночасно працюють на посту;
tn - час, що витрачається на пересування автомобіля при установці його на пост і з'їзд з поста, tn=1¸3 хв.
Ритм виробництва Ri – це час, що доводиться в середньому на випуск одного автомобіля з даного вигляду ТО:
 ,
,
де tсм - тривалість зміни, ч.;
у-число змін;
Ni. c-добова виробнича програма роздільне по кожному вигляду ТО і діагности.
Число постів ТО2 через велику їх трудомісткість, а також можливе збільшення часу простою автомобіля на посту визначається з урахуванням коефіцієнта використовування робочого часу поста h2 рівного 0,85¸0,9.
 .
.
Число спеціалізованих постів діагностики Д-1 або Д-2 по таблиці
 ,
,
де hД=0,6¸0,75 - коефіцієнт використовування робочого часу діагностичного поста.
При відомому річному об'ємі діагностичних робіт розраховується число діагностичних постів:
 ,
,
де ТДi-річний об'єм діагностичних робіт, чол. -год.;
Фn - річний фонд часу поста діагностики, год.
Результати розрахунків зводимо у таблицю 3.12.
Таблиця 3.12
Число постів по видах обслуговування
| № п/п | Показники | Марки рухомого складу по технологічно сумісних групах | ЩО | ТО-1 | ТО-2 |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Тривалість роботи зони обслуговування в добу 60´tсм´у, хв | ГАЗ | 984 | 984 | 984 |
| МАЗ і КрАЗ | 984 | 984 | 984 | ||
| КамАЗ | 984 | 984 | 984 | ||
| 2 |
Середня трудомісткість обслуговування одиниці рухомого
складу |
ГАЗ | 0,18 | 1,89 | 8,1 |
| МАЗ і КрАЗ | 0,16 | 2,79 | 11,64 | ||
| КамАЗ | 0,2 | 2,75 | 11,75 | ||
| 3 | Добова програма Nic, ед. | ГАЗ | 110 | 5 | 2 |
| МАЗ і КрАЗ | 118 | 6 | 2 | ||
| КамАЗ | 89 | 4 | 1 | ||
| /4 | Ритм виробництва Ri, мін | ГАЗ | 8,94 | 196,8 | 4,92 |
| МАЗ і КрАЗ | 8,34 | 164 | 492 | ||
| КамАЗ | 11,06 | 246 | 484 | ||
| 5 | Такт виробництва Тni, мін | ГАЗ | 12,8 | 58,7 | 164 |
| МАЗ і КрАЗ | 11,6 | 85,7 | 734,8 | ||
| КамАЗ | 14 | 84,5 | 237 | ||
| 6 | Число постів (розрахункове), од. | ГАЗ | 1,43 | 0,3 | 0,39 |
| МАЗ і КрАЗ | 1,39 | 0,52 | 0,56 | ||
| КамАЗ | 1,26 | 0,34 | 0,28 | ||
| 7 | Число постів (прийняте), од. | ГАЗ | 2 | 1 | 1 |
| МАЗ і КрАЗ | 2 | 1 | 1 | ||
| КамАЗ | 2 | 1 | 1 |
 , чол. -год.
, чол. -год. Потокові лінії безперервної дії застосовуються для виконання прибирально-мийних робіт ЩО з викоРис. танням механізованих установок для миття і сушки (обдува) автомобілів.
Число потокових ліній:
 ,
,
деtЩО. . п-такт лінії безперервної дії, хв.;
RЩО-ритм виробництва ЩО.
 , приймаємо
, приймаємо ![]() ;
;
 , приймаємо
, приймаємо ![]() ;
;
 , приймаємо
, приймаємо ![]() .
.
При повній механізації робіт по миттю і сушці автомобілів відсутністю прибиральних робіт, виконуваних уручну, число постів лін відповідає числу механізованих установок. В цьому випадку такт лін необхідна швидкість конвейєра визначається з виразу:
 ;
;
 ;
;
![]() м/хв;
м/хв;
![]() м/хв;
м/хв;
![]() м/хв,
м/хв,
де ny-продуктивність механізованої мийної установки автомобілів на лінії;
la-габаритна довжина автомобіля (автопоїзда);
а-відстань між автомобілями, що стоять на двох подальших постах, м.
Для розрахунку числа постів ТР використовують річний об'єм постових робіт ТР.
Необхідне число постів для проведення ТР визначають по таблиці
 ,
,
де![]() -річний об'єм робіт,
виконуваних на постах ТР, чол. -год.;
-річний об'єм робіт,
виконуваних на постах ТР, чол. -год.;
Фп- річний фонд часу поста, год.;
j - коефіцієнт нерівномірності надходження автомобілів на пости, j=1,2¸1,5;
mn-число робітників на посту.
Визначення числа постів підпору.
Це пости на яких автомобілі, потребуючі в тому або іншому вигляді ТО або ТР чекають своєї черги для переходу на відповідний пост або потокову лінію. Вони забезпечують безперебійну роботу зон ТО і ТР. Пости очікування можуть передбачатися роздільно для кожного виду обслуговування або разом, розміщуються як у виробничих приміщеннях, так і на відкритих майданчиках.
Число постів очікування визначається:
перед постами ЩО виходячи з 15¸25% годинної здатності постів (лінії) ЩО: iЕО. п=4;
перед постами ТО - 1 виходячи з 10¸15% змінної програми: iТО - 1. п=1;
перед постами ТО - 2 виходячи з 30¸40% змінної програми: iТО - 2. п=1;
перед постами ТР виходячи з 20¸30% кількості постів ТР: iТР. п=1.
Число постів контрольно-пропускного пункту визначається по таблиці
![]() ,
,
деХВ-число в'їзних постів на КПП;
Хвиїзд - число виїзних постів на КПП, Хвыезд=1¸2.
 ,
,
де КВ-коефіцієнт нерівномірності повернення автомобілів, КВ=1,05¸1,1;
t возв. тривалість повернення автомобілів на територію підприємства, год., tвозв=1¸3 год.
3.6 Визначення потреби в технологічному устаткуванні
До технологічного устаткування відносяться стаціонарні і переносні станції стенди, прилади, пристосування і виробничий нвентар. Технологічне устаткування по виробничому призначенню підрозділяється на основне, комплектне, підйомно-осмотрове, підйомно-транспортне, загального користування і складське.
Кількість основного устаткування для кожно виробничої ділянки визначають по річній трудомісткості робіт і річному фонду часу устаткування або по ступеню використовування устаткування і його продуктивності.
Розрізняють номінальний і дійсний річні фонди часу устаткування. Номінальний визначається по таблиці
![]() ч,
ч,
деh0-коефіцієнт використовування устаткування за часом.
![]() ч.
ч.
Число одиниць основного устаткування по трудомісткості робіт:
 ,
,
де То. г-річний об'єм робіт по даній групі або виду робіт, чол. -год.;
m-число робітників працюючих на даному устаткуванні.
Таблиця 3.13
Кількість устаткування для зон ТО і ТР, виробничих ділянок
| № п/п | Зони ТО і ТР, виробнич ділянки | К-ть устаткування, ед. | Річний об'єм робіт, чол. -год. |
| 1 | ЩО | 14068 | |
| 2 | ТО-1 | 8584 | |
| 3 | ТО-2 | 11910 | |
| 4 | ТР | ||
| 1. пост ТР і діагности | 8 | 12877,42 | |
| 2. електротехнічний | 4 | 7158,75 | |
| 3. акумуляторний | 1 | 1158,73 | |
| 4. паливної апаратури | 2 | 3499,44 | |
| 5. агрегатний | 6 | 10867,2 | |
| 6. шиномонтажний | 4 | 7240,46 | |
| 7. вулканізація | 1 | 846,25 | |
| 8. мідницький | 1 | 1598,84 | |
| 9. жерстяницький | 1 | 983,65 | |
| 10. зварювальний | 1 | 926,44 | |
| 11. ковальсько-ресорний | 2 | 2618,94 | |
| 12. деревообробний | 1 | 1366,55 | |
| 13. арматурний | 1 | 426,75 | |
| 14. шпалерний | 1 | 580,74 | |
| 15. малярний | 1 | 1974,51 |
Продовження таблиці.
|
16. слюсарно-механічний слюсарні фрезерні шліфувальні замкові токарні свердлувальні стругальні |
4 | 6436,6 |
По ступеню використовування і продуктивност устаткування може бути визначене число механізованих мийних установок
 ,
,
де NЕО. с-число машин підлягаючих миттю за добу;
Пу-продуктивність роботи установки, авт/ч.;
Тсут-тривалість роботи установки в добу, год.;
уЕО-коефіцієнт нерівномірності надходження автомобілів на миття, уЕО=1,2¸1,3;
hу-коефіцієнт використовування робочого часу установки, hу=0,7¸0,8.
Число одиниць подйомно-оглядового, підйомно-транспортного устаткування визначається числом постів ТО і ТР і ліній ТО, їх спеціалізацією по видах робіт.
Кількість виробничого інвентаря (верстаків, стелажів і т.п.) який використовується практично в перебігу всієї робочої зміни визначають по числу працюючих найбільш завантаженої зміни. Розрахунки зводимо у таблицю 3.13.
3.7 Розрахунок площ приміщень
Площі АТП по своєму функціональному призначенню підрозділяються на три основні групи: виробничо-складські, зберігання рухомого складу і допоміжні.
Для АТП, де буде знаходитись проектуєма дільниця, залежно від типу і кількості рухомого складу, технічного стану автомобілів і їх середньодобового пробігу, режимів роботи рухомого складу технічного обслуговування і поточного ремонту визначаємо склад приміщень.
3.7.1 Розрахунок площ зон технічного обслуговування поточного ремонту
Площа зони ТО або ТР розраховується по таблиці
![]() ,
,
деfa-площа, займана автомобілем в плані, м2;
Х3i-число постів, відповідної зони;
Кn-коефіцієнт густини розстановки постів.
При односторонньому розташуванні постів потоковому методі обслуговування Кn=4¸5. Щодо площі зон уточнюються в процесі планування. Відключення можуть бути при площі до 50 м2 до 15%, понад 50 м2 – до 10%.
Результати розрахунків зводимо у таблицю 3.14.
Таблиця 3.14
Розрахунок площ зон технічного обслуговування поточного ремонту по технологічно сумісних групах автомобілів
| Показники | Марка рухомого складу | Види дії | ||||
| Д | ЩО | ТО-1 | ТО-2 | ТР | ||
| Кn | 5 | 4 | 6 | 6 | 4 | |
| Х3i, ед | ГАЗ | 1 | 2 | 1 | 1 | 3 |
| МАЗ і КрАЗ | 1 | 2 | 1 | 1 | ||
| КамАЗ | 1 | 2 | 1 | 1 | ||
| fa, м2 | ГАЗ | 15,22 | 15,22 | 15,22 | 15,22 | 15,22 |
| МАЗ і КрАЗ | 21,38 | 21,38 | 21,38 | 21,38 | 21,38 | |
| КамАЗ | 28,85 | 28,85 | 28,85 | 28,85 | 28,85 | |
| F3i, м2 | ГАЗ | 76 | 122 | 91 | 91 | 346 |
| МАЗ і КрАЗ | 110 | 171 | 128 | 128 | ||
| КамАЗ | 145 | 231 | 173 | 173 | ||
| Всього | 331 | 524 | 392 | 392 | ||
3.7.2 Розрахунок площ виробничих ділянок
Для наближених розрахунків або за відсутност сумарної площі устаткування відповідної ділянки площі ділянок можуть бути визначені по числу працюючих на ділянці в найбільш завантажену зміну. Згідно нормативам площа приміщення виробничої ділянки на одного працюючого повинна бути не менше 4,5 м2.
![]() ,
,
деfоб - площа, займана устаткуванням, м2;
Кn - коефіцієнт густини розстановки устаткування.
Таблиця 3.15
Площа виробничих ділянок
| № п/п | Виробнича ділянка | Кількість працюючих в зміні, чол. | Площа, м2 | Площа займана устаткуванням, м2 |
| 1 | Електротехнічний | 2 | 30 | 7,5 |
| 2 | Акумуляторний | 1 | 24 | 6 |
| 3 | Приладів системи живлення | 2 | 72 | 18 |
| 4 | Агрегатний | 3 | 136 | 39 |
| 5 | Шиномонтажний | 2 | 108 | 24 |
| 6 | Вулканізація | 1 | 26 | 6 |
| 7 | Медніцкий | 1 | 24 | 6 |
| 8 | Жестяніцкий | 1 | 95 | 24 |
| 9 | Зварювальний | 1 | 55 | 14 |
| 10 | Ковальсько-ресорний | 2 | 82 | 18 |
| 11 | Слюсарно-механічний | 2 | 108 | 31 |
| 12 | Деревообробний | 1 | 57 | 13 |
| 13 | Арматурний | 1 | - | - |
| 14 | Шпалерний | 1 | 54 | 15 |
| 15 | Діагностики і ремонту ДВЗ | 3 | 75 | 16 |
3.7.3 Розрахунок площ складських приміщень
Площа складів по запасу, що зберігається, визначається по таблиці:
![]() ,
,
Де fскл – сумарна площа горизонтальних проекцій складів, м2;
Кnс – коефіцієнт густини розстановки устаткування, Кnс=2,5¸3,5.
Площа складів за питомою площею, що доводиться на один обліковий автомобіль, визначаємо по таблиці:
![]() ,
,
де fп – питома площа відповідного складського приміщення на один автомобіль.
Результати розрахунків зводимо у таблицю 3.16.
Таблиця 3.16
Площі складських приміщень
| № п/п | Складські приміщення | Площа на один автомобіль, м2 | Площа приміщення, м2 |
| 1 | Склад запасних частин, агрегатів і матеріалів | 0,3¸0,4 | 140 |
| 2 | Склад автомобільних шин | 0,1¸0,15 | 52,5 |
| 3 | Склад змащувальних матеріалів | 0,15¸0,25 | 87,5 |
| 4 | ІРК | 0,05¸0,06 | 21 |
| 5 | Склад будівельних матеріалів | 0,2¸0,5 | 75 |
| 6 | Склад інструменту | 0,08¸0,14 | 35 |
| 7 | Такелаж | 0,2 | 70 |
| 8 | Склад утиля | 0,1 | 35 |
| Загальна площа складських приміщень | 1,28¸1,75 | 416 |
3.7.4 Розрахунок площ зони зберігання (стоянки) автомобілів
Площу зони зберігання визначаємо по таблиці:
![]() ,
,
Де f0 – площа, займана автомобілем в плані, м2;
Аст – число автомобіле-міст зберігання;
Кnх - коефіцієнт густини розстановки автомобіле-міст зберігання, Кnх=2,5¸3.
![]() м.
м.
3.7.5 Розрахунок площ допоміжних приміщень
Склад допоміжних приміщень АТП визначаємо штатним розкладом і нормативними для проектування (СНіП - 11 - 92 - 76), [2, 3].
Конторські приміщення (кабінети керівників, приміщення служб і відділів управління транспортного цеху).
Площі адміністративно-конторських приміщень, кабінети 12¸15 м2 на одного співробітника, кімнати для чергових водіїв по 3 м2 на одного чергового водія.
Площа кабінету по безпеці руху; при кількост водіїв від 100 до 1000 – 25 м2, від 1000 до 3000 – 50 м2.
Площу побутових приміщень розраховуємо по штатній кількості робітників і службовців або по кількості працюючих в найбільшій зміні.
Площу вбиралень розраховують не менше ніж на 90% робочих двох суміжних зхв. площа підлоги на одну шафу – 0,25 м2, для відкритих вішалок – 0,1 м2 на одне місце. Кількість посадочних місць в їдальнях буфетах визначають по кількості працюючих в найбільшій зміні без урахування водіїв з коефіцієнтом 1,1.
Для медпункту приймається наступна площа: 15-20 м2 – при числі працюючих до 300 чол., 50 м2 від 300 до 800 чол., 70 м2 від 800 до 1200 чол. Умивальників і душові проектуємо на 100% робітників в більшій зміні з розрахунку один кран на 25 чол., один душ на 10 чол. Площа підлоги на одного умивальника при односторонньому його розташуванні – 1,2 м2, при двосторонньому – 0,9 м2. Площа підлоги на один душ з роздягальнею 20 м2.
Туалетні проектуються на 40% робітників в більшій зміні і 30% водіїв з розрахунку 1 унітаз на 20 чоловік, площу підлоги з проходами 2¸3 м2 на одну кабіну.
Площа курільної кімнати встановлюється 0,02 м2 на одного працюючого в найбільшій зміні, але не менше 8 м2.
3.8 Схема генерального плану підприємства і об'ємно-планувальні рішення дільниці діагностики та ремонту ДВЗ
3.8.1 Компоновка виробничо-складських приміщень
Планування (компоновка) виробничо-складських приміщень підприємства виробляється з урахуванням вимог, обумовлюючих раціональне взаєморозташування виробничих зон, ділянок і складів, протипожежних санітарних вимог, основних положень по уніфікації об’ємно-планувальних рішень будівель.
Розробка планування виробничого корпусу АТП виконується в наступній послідовності:
· уточнюється склад виробничих зон, ділянок, складів, розміщуваних в даній будівлі;
· на підставі розрахунків визначається розрахункова загальна площа будівлі;
· вибирається сітка колон, будівельна схема габаритні розміри будівлі з урахуванням вимог по уніфікац об’ємно-планувальних рішень;
· по прийнятій будівельній схемі опрацьовуються варіанти компонувальних рішень виробничого корпусу.
При цьому використовуються укрупнен опрацьовування планувальних рішень окремих зон і ділянок. При розміщенн підприємства в декількох будівлях бажано прийняти одну сітку колон і однакову конструктивну схему для всіх проектованих будівель.
При плануванні прийняті площі приміщень окремих ділянок, складів і інших приміщень можуть декілька відрізнятися від розрахункових: для приміщень площею до 100 м2 відхилення до +15%, а для приміщень більше 100 м2 до +10%.
Взаємне розташування виробничих приміщень в плані будівлі залежить від їх призначення, виробничих зв’язків, технологічно характеристики виконуваних в них робіт.
У загальному планувальному рішенні основними приміщення для постів технічного обслуговування і поточного ремонту, як спеціалізуються по видах дії і призначенні постів. Розташування зон технічного обслуговування і поточного ремонту визначається схемою і графіками виробничого процесу. Зони слід розташовувати так, що б шляхи руху рухомого складу були найкоротшими виключали утруднення його маневрування. Розташування зон повинне забезпечувати як послідовне проходження автомобілями різних видів технічного обслуговування, діагностики і поточного ремонту, так і незалежні. При блокуванні приміщень в одній будівлі вказані зв’язки здійснюються через приміщення зберігання або пости очікування (підпора).
Зона постів поточного ремонту по характеру виробничого процесу повинна бути безпосередньо пов’язана зі всіма виробничими ділянками, які звичайно розташовуються суміжно із зоною поточного ремонту по периметру будівлі. Розташування виробничих ділянок і складів визначається їх технологічним тяжінням до основних зон технічного обслуговування і поточного ремонту. Однорідний характер окремих видів робіт, виконуваних на виробничих ділянках дозволяє виділити їх в певні групи. При плануванні необхідно виходити з доцільного блокування приміщень в межах цих груп.
Ковальсько-ресорний, мідницкий і зварювальний ділянки розташовують звичайно суміжно, ізолюючи їх від інших. При виконанн об’ємно-планувального рішення головного виробничого корпусу для зон технічного обслуговування і поточного ремонту передбачає сітку колон:
24´12 – для поліпшення маневрування автомобілів;
12´12 – для виробничих ділянок складів.
Застосування сітки колон з кроком 12 дозволя краще використовувати виробничі площі і на 4¸4% понизити вартість будівництва з аналогічними будівлями з кроком колон – 6 м.
Уточнюємо склад виробничих зон, ділянок складів, розміщуваних в головному виробничому корпусі (форма 3.17).
Одержана розрахункова площа головного виробничого корпусу F=2640,5 м2 коректується на стадії об’ємно-планувального рішення, коли враховується прихильність виробничих зон і ділянок, проходи і під’їзди до них. Після опрацьовування варіантів компонувальних рішень виробничого корпусу по прийнятій будівельній схемі одержимо наступну прийняту площу головного виробничого корпусу F=3456 м2 приміщень. Малярний, деревообробна, шпалерна, жерстяницький ділянки за умов технологічного процесу також розміщують суміжно. Механічну, агрегатну і ділянку діагностування і ремонту двигунів доцільно групувати разом, поряд з складом запасних частин, агрегатів, матеріалів нструментально-роздаточною коморою. Шиномонтажний ділянку розташовують суміжно з складами шин і постами для перестановки коліс.
Таблиця 3.17
Найменування головного виробничого корпусу
| № п/п | Найменування | Розрахункова площа, м2 | Прийнята площа, м2 | ||||
| 1 | 2 | 3 | 4 | ||||
| 1 | Зона ТО-1 | 392 | 400 | ||||
| 2 | Зона ТО-2 | 392 | 500 | ||||
| 3 | Зона ТР | 340 | 400 | ||||
| 4 | Електротехнічна ділянка | 30 | 35 | ||||
| 5 | Акумуляторна ділянка | 24 | 25 | ||||
| 6 | Ділянка приладів системи живлення | 72 | 72 | ||||
| 7 | Агрегатна ділянка | 136 | 144 | ||||
| 8 | Шиномонтажний ділянка | 108 | 108 | ||||
| 9 | Ділянка вулканізації | 26 | 28 | ||||
| 10 | Медніцкий ділянка | 24 | 30 | ||||
| 11 | Жестяніцкий ділянка | 95 | 96 | ||||
| 12 | Зварювальна ділянка | 55 | 60 | ||||
| 13 | Ковальсько-ресорна ділянка | 82 | 89 | ||||
| 14 | Слюсарно-механічна ділянка | 108 | 108 | ||||
| 15 | Деревообробна ділянка | 57 | 57 | ||||
| 16 | Арматурна ділянка | - | - | ||||
| 17 | Шпалерна ділянка | 54 | 57 | ||||
| 18 | Склад запасних частин, агрегатів і матеріалів | 140 | 140 | ||||
| 19 | Склад автомобільних шин | 52,5 | 54 | ||||
| 20 | Склад змащувальних матеріалів | 76 | 78 | ||||
| 21 | ІРК | 21 | 26 | ||||
| 22 | Склад будівельних матеріалів | 175 | 180 | ||||
| 23 | Склад інструменту | 28 | 28 | ||||
| 24 | Склад утиля | 35 | 40 | ||||
| 25 | Малярна ділянка | - | - | ||||
| 26 | Компресорна | 20 | 20 | ||||
| 27 | Насосна | 20 | 30 | ||||
| 28 | Вентиляційна | 30 | 35 | ||||
| 29 | Трансформаторна | 20 | 20 | ||||
| 30 | ВГМ | 28 | 28 | ||||
|
Разом | 2640,5 | 2893 |
|
|||
Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній зоні ТР, а також для безперешкодного діагностування автомобілів інших підприємств і громадян на комерційній основ для отримання додаткових прибутків. До того ж зона ремонту ДВЗ також заходиться в цьому ж приміщенні, що дозволяє швидко і якісно проводити деякі діагностичн роботи на щойно відремонтованих двигунах, що підвищує якість ремонту. Межує дільниця з загальною зоною ТР і ТО і з агрегатною дільницею.
3.8.2 Розробка генерального плану підприємства і схеми внутрішньопаркової технології
Генеральний план підприємства розробляється відповідно до вимог СНіП і ОНТП - АТП - СТО - 80. Побудова генерального плану багато в чому визначається об'ємно-планувальним рішенням будівель, тому генеральний план і об'ємно-планувальне рішення виробничого корпусу взаємозв'язані і опрацьовуються одночасно.
Перед розробкою генерального плану уточнюють перелік основних будівель і споруд, розміщуваних на території підприємства, площі їх забудови і габаритні розміри в плані.
Площі забудови одноповерхових будівель встановлюються по їх розрахункових значеннях. Остаточні значення площі забудови приймають на основі розроблених об'ємно-планувальних рішень будівель, майданчиків для зберігання рухомого складу і інших споруд.
Розрахункова одержана площа ділянки підприємства (у гектарах):
 га,
га,
де Fз. пс-площа забудови виробничо-складських будівель, м2;
Fз. вс-площа забудови допоміжних будівель, м2;
Fоп-площа відкритих майданчиків для зберігання рухомого складу, м2;
Кз-густина забудови території,%.
Істотне значення має взаємне розташування виробничих і допоміжних будівель (адміністративно-побутових). Останні, як правило, повинні розташовуватися поблизу від головного входу на територію АТП. Біля допоміжної будівлі слід передбачати майданчик для стоянки транспортних засобів виходячи з таких нормативів:
· 10 автомобіле-мест на 100 працюючих в двох суміжних змінах;
· питома площа на один автомобіль – 25 м2, на мотоцикл – 5 м2, на велосипед – 0,8 м2.
Допоміжні приміщення, як правило, розташовують в прибудовах до виробничих будівель. Їх можна розміщувати і в будівлях, що окремо стоять, для зменшення шкідливої дії виробництва. Проте при цьому вони повинні з'єднуватися з виробничим корпусом опалювальним переходом.
Будівлі і споруди слід розташовувати щодо сторін світла і переважаючих напрямів вітрів з урахуванням забезпечення найсприятливіших умов природного освітлення, провітрювання майданчика запобігання сніжним занесенням.
Рух автомобіля по території підприємства рекомендується приймати одностороннє, кільцеве, що забезпечує відсутність стрічних потоків і перетинів. Ширина проїжджої частини проїздів повинна бути не менше 3 м при односторонньому і 6 м при двосторонньому русі. Підприємство, де передбачається 10 постів і більш, обслуговування або зберігання більше 50 автомобілів повинне мати не менше двох в'їздів (виїздів) на територію.
При розробці генерального плану необхідно передбачати впорядкування території, споруду спортивних майданчиків, озеленення. Площа озеленення повинна бути не менше 15% площі ділянки підприємства при густині забудови менше 50% і не менше 10% при густині більше 50%. Основними показниками генерального плану є:
· площа ділянки;
· площа забудови;
· густина забудови;
· коефіцієнт використовування території;
· коефіцієнт озеленення.
Площа забудови визначається як сума площ зайнятих будівлями і спорудами всіх видів, включаючи навіси, відкриті стоянки автомобілів і складів, резервні ділянки під забудову. У площу забудови не включаються площі зайняті отмосткамі, тротуарами, автомобільними дорогами, відкритими спортивними майданчиками, майданчиками для відпочинку, зеленими насадженнями, відкритими стоянками автомобілів індивідуального користування.
Фактична густина забудови:
 ,
,
деFз-площа забудови, м2.
Коефіцієнт використовування території
 ,
,
де Fи- використовувана площа підприємства, м2.
Це площі зайняті будівлями, спорудами, відкритими майданчиками, автомобільними дорогами, тротуарами і озелененням.
Коефіцієнт озеленення:
 ,
,
де Fзн - площа зелених насаджень, м2.
Важливим елементом при розробці генерального плану підприємства є схема організації руху автомобілів (схема внутрішньопаркової технології). Генеральний план підприємства звичайно виконується в масштабі 1: 500 або 1: 200, до нього складаються експлікації, умовні позначення, схема внутрішньопаркової технології, роза вітрів, основні показники генерального плану.
4. ЕЛЕКТРИЧНА ЧАСТИНА. РОЗРОБКА СХЕМИ ЕНЕРГОПОСТАЧАННЯ
Для подальшого вибору необхідних матеіалів (електричних дротів, розеток тощо) вибору міст підведення електричного струму до споживачів на дільниці, розробляється схема енергопостачання в наступному об'ємі:
4.1 Розрахунок електричних навантажень.
Визначення необхідності і розрахунок потужності пристрою для штучного поліпшення коефіцієнта потужності.
Аналіз електричних навантажень, визначення категорій електроприймачів по безперебійності електропостачання. Вибір напруги джерел живлення і схеми електропостачання.
Вибір трансформаторів.
Вибір підстанції.
Вибір і розрахунок схеми розподілу електроенергії на низькій напрузі.
Розрахунок вибір захисту.
Електричні вимірювання і облік електроенергії.
Техніка безпеки.
Розрахунок електроосвітлення.
Розрахунок електричних навантажень здійснюється методом коефіцієнта попиту за початковими даними електроприймачів проектованого об'єкту, по їх встановленій потужності, номінальній тривалост включення (ПВ) і коефіцієнту попиту (Кс).
Визначення активної і реактивної потужност силового навантаження виробляється у таблиця 4.1.
Таблиця 4.1.
Розрахунок електричних навантажень споживачів 3х фазного струму 380/220 вольт
| № п/п | Найменування груп електроприймачів однакового режиму роботи | Групова номінальна (паспортна) активна потужність електро-пріємников | Номінальна продолжітель-ность включення в частках одиниці | Установ-ленна потужність груп електро-пріємні-ков про-веденная до ПВ 100% | Коеффі-циент попиту Кс |
|
Макси-мальная получа-совая навантаження | |||
| Рм | Qм | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| 1 | Насоси, вентиля-тори, компрессо-ри: механізми №№ 4, 6, 8, 22, 24, 7, 25, 26, 46, 60, 97, 157, 176, 178, 245, 325 | 40,4 | 1 | 40,4 | 0,7 |
|
28,28 | 20,6 | ||
| 2 | Електротермічні установки: механізми №№ 190 | 0,8 | 1 | 0,8 | 0,16 |
|
0,13 | 0,16 | ||
| 3 | Зварювальні агрегати: механізми №№ 228, 235 | 30,026 | 1 | 30,026 | 0,3 |
|
9,01 | 20,5 | ||
| 4 | Крани меха-нізми №№ 9, 10, 37, 56, 127, 215, 251, 27, 28, 329 | 108,5 | 0,24 | 53,2 | 0,2 |
|
10,64 | 18,3 | ||
| 5 | Металлообраба-тивающие стан-ки; автоматічес-кие верстати, бетоноукладники і ін. механізми №№ 1, 3, 19 21, 40, 47, 48, 49, 63, 79, 86, 88, 98, 99, 102, 103, 104, 109, 110, 111, 112, 113, 114, 115, 119, 124, 125, 137, 138, 139, 140, 141, 142, 143, 161, 163, 168, 166, 171, 173, 174, 175, 177, 187, 188, 189, 203, 217, 218, 221, 241, 250, 266, 275, 327 | 160,15 | 0,7 | 134 | 0,16 |
|
21,44 | 25,7 | ||
| 6 | Освітлювальне навантаження №№ 71, 74 | 21,4 | 1 | 21,4 | 0,8 |
|
17,12 | 0 | ||
4.2. Визначення встановлено потужності освітлювального навантаження
Потужність освітлювального навантаження проектованого об'єкту визначається методом питомої потужності по таблиці
![]() кВт,
кВт,
де![]() -питома потужність
[Вт/м2] приймається залежно від характеру робіт освітлюваного приміщення;
-питома потужність
[Вт/м2] приймається залежно від характеру робіт освітлюваного приміщення;
S-площа приміщення, м2;
Кз-коефіцієнт запасу від характеру робіт освітлюваного приміщення (Кз=1,3).
Дані розрахунків зводимо у таблицю 4.2.
Таблиця 4.2
Встановлена потужність освітлювального навантаження
| № п/п | Виробнича ділянка | Площа, м2 | Питома потужність, rосв | Потужність освітлювального навантаження |
| 1 | Зона ТО-1 | 400 | 12 | 6,24 |
| 2 | Зона ТО-2 | 500 | 12 | 7,8 |
| 3 | Зона ТР | 400 | 12 | 6,24 |
| 4 | Електротехнічний | 35 | 11 | 0,5 |
| 5 | Акумуляторний | 25 | 11 | 0,36 |
| 6 | Приладів системи живлення | 72 | 14 | 1,31 |
| 7 | Агрегатний | 144 | 12 | 2,25 |
| 8 | Шиномонтажний | 108 | 11 | 1,54 |
| 9 | Вулканізація | 28 | 11 | 0,4 |
| 10 | Медніцкий | 30 | 13 | 0,51 |
| 11 | Жестяніцкий | 96 | 13 | 1,62 |
| 12 | Зварювальний | 60 | 8 | 0,62 |
| 13 | Ковальсько-ресорний | 84 | 12 | 1,31 |
| 14 | Слюсарно-механічний | 108 | 12 | 1,69 |
| 15 | Деревообробний | 57 | 14 | 1,04 |
| 16 | Обойний | 57 | 14 | 1,04 |
| 17 | Діагностики та ремонту ДВЗ | 134 | 12 | 2,09 |
4.3. Визначення необхідност розрахунок потужності пристрою для штучного поліпшення коефіцієнта потужності
Серед відомих способів компенсації коефіцієнта потужності, найпоширенішим для будівельних підприємств (по характеру і величин електроспоживачів) є установка конденсаторів на напругу 0,38 6-10 кВт.
Необхідну підприємству потужність конденсуючого пристрою обчислюється по таблиці:
![]() кВар,
кВар,
де
![]() ,
,
де![]() - річне споживання
енергії (кВт×година);
- річне споживання
енергії (кВт×година);
Т - число годин роботи за рік, для двозмінних підприємств Т=4000 год.
Річне споживання енергії визначається по таблиці:
![]() кВт×година,
кВт×година,
Рс=168,9 кВт,
де![]() -річне
число використовування максимуму активної потужності,
-річне
число використовування максимуму активної потужності, ![]() ч;
ч;
![]() -тангенс кута
зрушення фаз:
-тангенс кута
зрушення фаз:
 ,
,
де![]() - річне споживання
реактивної потужності
- річне споживання
реактивної потужності
![]() кВар×година,
кВар×година,
![]() ;
; ![]()
![]() (при живленн
споживачів від районних мереж).
(при живленн
споживачів від районних мереж).
![]() кВар.
кВар.
4.4. Аналіз електричних навантажень, визначення категорії електроприймачів по безперебійності електропостачання
Автотранспортне підприємство по специфіц своєї роботи використовує електроприймачі, що допускають перерву живлення на час ремонту або заміни пошкодженого елементу системи електропостачання, але не більш одну добу. Залежно від категорійності електронавантажень визначається схема електропостачання проектованого підприємства: при електронавантаженнях тільки III - й категорії – одне введення від енергосистеми і один понижуючий трансформатор.
4.5. Вибір трансформаторів
При одному трансформаторі його встановлена потужність визначається по таблиці:
![]() кВА.
кВА.
Приймаємо Sтр=100 кВА.
Тип підстанції приймаємо КТП - 160.
4.6. Вибір і розрахунок схеми розподілу електроенергії на низькій напрузі
Вибрана схема повинна забезпечувати надійність живлення електроприймачів відповідно до ступеня їх категорії, повинна бути наочною і зручною в експлуатації і повинна відповідати конкретним умовам проектованого об'єкту (захищена від дії навколишнього середовища і від механічних пошкоджень).
Розрахунок вибраної схеми включає визначення півгодинного максимального струму (Iм) в кожній лінії схеми, вибір перетину і типа алюмінієвого дроту або кабелю з урахуванням способу прокладки і вибір параметрів, що захищають ці лін захисних апаратів (запобіжників або автоматичних вимикачів).
Дані розрахунку зводимо у таблицю 4.3.
Номінальні струми розчіплювачів і їх установки на мить спрацьовування для А3 100.
Результати розрахунків зводимо у таблицю 4.4.
Таблиця 4.3.
Розподіл і розрахунок навантажень по розподільних пунктах
| №№ електроприймачів | Найменування електроприймачів по групах розподільних пунктів | Номінальна (паспортна) потужність електроприймачів | Номінальна тривалість включення в частках одиниці | Встановлена потужність електроприймачів приведена до ПВ100% | Коефіцієнт попиту Кс |
|
Максимальне півгодинне навантаження | Iм | Тип прямого розподільної шафи | ||
| Рм | Qм | Sм | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| РП-1 | ПР-9332 | ||||||||||
| 1 | Верстат точильно-шлі-фоваль-ний | 3,2 | 0,7 | 2,24 | 0,16 |
|
0,36 | 0,44 | 0,56 | 0,66 | |
| 3 | Гайковерт | 1,65 | 0,7 | 1,155 | 0,16 |
|
0,18 | 0,22 | 0,28 | 0,33 | |
| 4 | Установка | 3,0 | 1 | 3,0 | 0,7 |
|
2,1 | 1,53 | 2,6 | 3,8 | |
| 6 | Колонка воздухо-раздаточ-ная | 0,17 | 1 | 0,17 | 0,7 |
|
0,07 | 0,05 | 0,08 | 0,12 | |
| 7 | Нагнета-тель смаз-ки | 1,1 | 1 | 1,1 | 0,7 |
|
0,8 | 0,6 | 1,0 | 1,52 | |
| 8 | Компресор | 5,5 | 1 | 5,5 | 0,7 |
|
3,85 | 2,8 | 4,8 | 7,3 | |
| 9 | Підйомник | 39 | 0,24 | 9,36 | 0,2 |
|
1,87 | 3,2 | 3,7 | 5,7 | |
| 9 | Підйомник | 39 | 0,24 | 9,36 | 0,2 |
|
1,87 | 3,2 | 3,7 | 5,7 | |
| 10 | Кран мостовий | 2,24 | 0,24 | 0,5 | 0,2 |
|
0,1 | 0,2 | 0,22 | 0,34 | |
| 9,05 | 8,696 | 12,8 | 19,29 | ||||||||
| РП-2 | ПР-93-32 | ||||||||||
| 19 | Верстат точильно-шліфо-вальний ЗБ634 | 3,2 | 0,7 | 2,24 | 0,16 |
|
0,36 | 0,46 | 0,56 | 0,85 | |
| 21 | Гайковерт | 1,65 | 0,7 | 1,155 | 0,16 |
|
0,18 | 0,22 | 0,28 | 0,33 | |
| 22 | Установка | 3,0 | 1 | 3,0 | 0,7 |
|
2,1 | 1,53 | 2,6 | 3,8 | |
| 24 | Колонка | 0,17 | 1 | 0,17 | 0,7 |
|
0,07 | 0,05 | 0,08 | 0,12 | |
| 25 | Нагнета-тель | 1,1 | 1 | 1,1 | 0,7 |
|
0,8 | 0,6 | 1,0 | 1,52 | |
| 26 | Компресор | 5,5 | 1 | 5,5 | 0,7 |
|
3,85 | 2,8 | 4,8 | 7,3 | |
| 27 | Підйомник | 39 | 0,24 | 9,36 | 0,2 |
|
1,87 | 3,2 | 3,7 | 5,7 | |
| 28 | Кран мостовий | 4,48 | 0,24 | 1,0 | 0,2 |
|
0,2 | 0,4 | 0,44 | 0,64 | |
| 9,15 | 8,896 | 13,02 | 19,63 | ||||||||
| РП-3 | ПР-93-32 | ||||||||||
| 37 | Підйомник | 39 | 0,24 | 9,36 | 0,2 |
|
1,87 | 3,2 | 3,7 | 5,6 | |
| 38 | Гайковерт | 1,2 | 0,7 | 0,84 | 0,16 |
|
0,13 | 0,16 | 0,2 | 0,3 | |
| 40 | Гайковерт | 0,6 | 0,7 | 0,42 | 0,16 |
|
0,07 | 0,08 | 0,1 | 0,15 | |
| 46 | Станція насосна | 13 | 1 | 13 | 0,7 |
|
9,1 | 6,6 | 11,2 | 17 | |
| 47 | Прес | 1,7 | 0,7 | 1, 19 | 0,16 |
|
0, 19 | 0,23 | 0,3 | 0,46 | |
| 48 | Верстат ЗБ634 | 3,2 | 0,7 | 2,24 | 0,16 |
|
0,36 | 0,43 | 0,56 | 0,85 | |
| 49 | Свер-лільний верстат 2Н125 | 2,2 | 0,7 | 1,54 | 0,16 |
|
0,25 | 0,3 | 0,4 | 0,6 | |
| 12,2 | 11,4 | 16,9 | 25,6 | ||||||||
| РП-4 | ПР-93-32 | ||||||||||
| 60 | Сушиль-ний шафа | 6,0 | 1 | 6,0 | 0,7 |
|
4,2 | 3,1 | 5,2 | 7,9 | |
| 63 | Свер-лільний верстат 2М112 | 0,6 | 0,7 | 0,42 | 0,16 |
|
0,07 | 0,09 | 0,1 | 0,15 | |
| 66 | Стенд | 2,2 | 0,7 | 1,54 | 0,16 |
|
0,25 | 0,3 | 0,4 | 0,59 | |
| 79 | Стенд | 1,1 | 0,7 | 0,77 | 0,16 |
|
0,12 | 0,14 | 0,18 | 0,27 | |
| 86 | Сверлільний верстат 2М112 | 0,6 | 0,7 | 0,42 | 0,16 |
|
0,07 | 0,09 | 0,1 | 0,15 | |
| 88 | Мийна установка | 4,8 | 0,7 | 3,36 | 0,16 |
|
0,54 | 0,65 | 0,8 | 1,2 | |
| 97 | Сушильний шафа | 3,1 | 1 | 3,1 | 0,7 |
|
2,2 | 1,6 | 2,7 | 4,1 | |
| 98 | Мийна машина | 4,34 | 0,7 | 3,0 | 0,16 |
|
0,48 | 0,58 | 0,75 | 1,14 | |
| 99 | Стенд | 9,8 | 0,7 | 6,68 | 0,16 |
|
1,1 | 1,32 | 1,7 | 2,6 | |
| 102 | Токарний верстат 1А62 | 7,8 | 0,7 | 5,46 | 0,16 |
|
0,87 | 1,032 | 1,34 | 2,04 | |
| 103 | Сверлільний верстат 2К112 | 0,63 | 0,7 | 0,42 | 0,16 |
|
0,07 | 0,084 | 0,1 | 0,15 | |
| 104 | Верстат точильно-шліфовальний ЗБ634 | 3,2 | 0,7 | 2,24 | 0,16 |
|
0,36 | 0,46 | 0,56 | 0,85 | |
| 10,33 | 9,916 | 13,96 | 21,14 | ||||||||
| РП-5 | ПР-9322 | ||||||||||
| 71 | Випрямляч | 18,4 | 1 | 18,4 | 0,3 |
|
5,52 | 12,5 | 13,7 | 20,8 | |
| 74 | Дістіляционний апарат | 3,0 | 1 | 3,0 | 0,8 |
|
2,4 | 0 | 8,4 | 3,6 | |
| 137 | Верстат фрезерний 6Р82Г | 7 | 0,7 | 4,9 | 0,16 |
|
0,74 | 0,94 | 1,22 | 1,86 | ||||||
| 138 | Верстат токарний 1А62 | 7,8 | 0,7 | 5,46 | 0,16 |
|
0,87 | 1,03 | 1,34 | 2,04 | ||||||
| 139 | Верстат вер. св.2Г125 | 2,2 | 0,7 | 1,54 | 0,16 |
|
0,25 | 0,3 | 0,4 | 0,6 | ||||||
| 140 | Верстат точильно-шліфовальний ЗБ634 | 3 | 0,7 | 2,1 | 0,16 |
|
0,34 | 0,4 | 0,5 | 0,76 | ||||||
| 141 | Верстат шліфів.3Ц131 | 4,81 | 0,7 | 6,87 | 0,16 |
|
1,1 | 1,34 | 1,74 | 2,65 | ||||||
| 142 | Верстат фрезерний 612Н | 9,8 | 0,7 | 6,86 | 0,16 |
|
1,09 | 1,33 | 1,72 | 2,6 | ||||||
| 143 | Наковочний автомат | 2,2 | 0,7 | 1,54 | 0,16 |
|
0,25 | 0,3 | 0,4 | 0,6 | ||||||
| 157 | Агрегат | 1,5 | 1 | 1,5 | 0,7 |
|
1,05 | 0,77 | 1,3 | 1,9 | ||||||
| 13,66 | 18,91 | 24,3 | 37,41 | |||||||||||||
| РП-6 | ПР-9322 | |||||||||||||||
| 109 | Стенд | 2,2 | 0,7 | 1,54 | 0,16 |
|
0,25 | 0,3 | 0,4 | 0,6 | ||||||
| 110 | Сверлільний верстат 2М112 | 0,6 | 0,7 | 0,42 | 0,16 |
|
0,07 | 0,09 | 0,1 | 0,15 | ||||||
| 111 | Верстат точильно-шліфовальний ЗБ634 | 3,2 | 0,7 | 224 | 0,16 |
|
0,36 | 0,43 | 0,56 | 0,85 | ||||||
| 112 | Мийна установка | 15,25 | 0,7 | 10,67 | 0,16 |
|
1,7 | 2,05 | 2,66 | 3,82 | |
| 113 | Мийна установка | 6,0 | 0,7 | 4,2 | 0,16 |
|
0,68 | 0,8 | 1 | 1,52 | |
| 114 | Мийна установка | 1,5 | 0,7 | 1,05 | 0,16 |
|
0,17 | 0,2 | 0,25 | 0,38 | |
| 115 | Прес | 3 | 0,7 | 2,1 | 0,16 |
|
0,34 | 0,4 | 0,5 | 0,76 | |
| 124 | Стенд | 4,7 | 0,7 | 3,29 | 0,16 |
|
0,53 | 0,63 | 0,82 | 1, 19 | |
| 125 | Стенд | 4 | 0,7 | 2,8 | 0,16 |
|
0,45 | 0,54 | 0,7 | 1,01 | |
| 119 | Стенд | 0,37 | 0,7 | 0,26 | 0,16 |
|
0,04 | 0,05 | 0,064 | 0,09 | |
| 127 | Кран мостовий | 2,24 | 0,24 | 0,5 | 0,2 |
|
0,1 | 0,2 | 0,22 | 0,34 | |
| 295 | Кран мостовий | 2,24 | 0,24 | 0,5 | 0,2 |
|
0,1 | 0,2 | 0,22 | 0,34 | |
| 4,51 | 5,556 | 7,054 | 9,38 | ||||||||
| РП-7 | ПР-9322 | ||||||||||
| 203 | Стенд | 0,75 | 0,7 | 0,58 | 0,16 |
|
0,08 | 0,1 | 0,13 | 0, 19 | |
| 215 | Таль | 0,6 | 0,24 | 0,14 | 0,2 |
|
0,03 | 0,05 | 0,06 | 0,09 | |
| 217 | Ножиці | 1,1 | 0,7 | 0,77 | 0,16 |
|
0,12 | 0,15 | 0,2 | 0,3 | |
| 218 | Стенд | 4 | 0,7 | 2,8 | 0,16 |
|
0,45 | 0,54 | 0,7 | 1,07 | |
| 221 | Стенд | 1,8 | 0,7 | 1,26 | 0,16 |
|
0,2 | 0,24 | 0,3 | 0,48 | |
| 223 | ЗиГ-машина | 2 | 0,7 | 1,4 | 0,16 |
|
0,2 | 0,3 | 0,4 | 0,5 | |
| 227 | Машина | 0,026 | 1 | 0,026 | 0,3 |
|
0,0078 | 0,018 | 0,02 | 0,03 | |
| 234 | Сварочний преобра-зователь | 15 | 1 | 15 | 0,3 |
|
4,5 | 10,2 | 11,15 | 16,95 | |
| 240 | Мелений | 7,5 | 0,7 | 5,25 | 0,16 |
|
0,84 | 1,01 | 1,3 | 2 | |
| 244 | Вентілятор | 1,1 | 1 | 1,1 | 0,7 |
|
0,77 | 0,56 | 0,95 | 1,4 | |
| 249 | Прес-ножиці | 6,8 | 0,7 | 4,8 | 0,16 |
|
0,76 | 0,9 | 1,18 | 1,79 | |
| 251 | Кран мостовий | 5,7 | 0,24 | 1,37 | 0,2 |
|
0,27 | 0,47 | 0,54 | 0,8 | |
| 8,8902 | 14,558 | 16,93 | 25,6 | ||||||||
| РП-8 | ПР-9332 | ||||||||||
| 173 | Стенд | 1,95 | 0,7 | 1,4 | 0,16 |
|
0,22 | 0,26 | 0,34 | 0,5 | |
| 174 | Установка | 1,18 | 0,7 | 0,83 | 0,16 |
|
0,13 | 0,16 | 0,21 | 0,33 | |
| 175 | Мийна установка | 4,5 | 0,7 | 3,2 | 0,16 |
|
0,5 | 0,6 | 0,78 | 1, 19 | |
| 176 | Воздухо-раздаточ-ная колонка | 0,2 | 1 | 0,2 | 0,7 |
|
0,14 | 0,1 | 0,17 | 0,26 | |
| 177 | Гайковерт | 1,1 | 0,7 | 0,77 | 0,16 |
|
0,12 | 0,15 | 0,2 | 0,3 | |
| 178 | Предохранітельноє устройство | 0,2 | 1 | 0,2 | 0,7 |
|
0,14 | 0,1 | 0,17 | 0,26 | |
| 187 | Стенд | 1,1 | 0,7 | 0,77 | 0,16 |
|
0,12 | 0,15 | 0,2 | 0,3 | |
| 188 | Верстат | 2,8 | 0,7 | 1,96 | 0,16 |
|
0,3 | 0,4 | 0,5 | 0,76 | |
| 189 | Заточной верстат | 1,1 | 0,7 | 0,77 | 0,16 |
|
0,12 | 0,15 | 0,2 | 0,3 | |
| 190 | Вулканизатор | 0,8 | 1 | 0,8 | 0,76 |
|
0,13 | 0,15 | 0,2 | 0,3 | |
| 305 | Кран мостової | 5,7 | 0,24 | 1,37 | 0,2 |
|
0,27 | 0,47 | 0,54 | 0,8 | |
| 309 | Кран мостової | 5,7 | 0,24 | 1,37 | 0,2 |
|
0,27 | 0,47 | 0,54 | 0,8 | |
| 2,46 | 3,16 | 4,05 | 6,1 | ||||||||
| РП-9 | ПР-9332 | ||||||||||
| 161 |
Верстат деревооб- робний К40М |
4,8 | 0,7 | 3,36 | 0,16 |
|
0,54 | 0,65 | 0,8 | 1,2 | |
| 163 | Верстат обріза Т-400-2 | 15 | 0,7 | 1,05 | 0,16 |
|
0,17 | 0,3 | 0,02 | 0,03 | |
| 166 | Довбальник | 1,06 | 0,7 | 0,74 | 0,16 |
|
0,12 | 0,14 | 0,18 | 0,29 | |
| 168 | Верстат сверлиль-ний 2М112 | 0,8 | 0,7 | 0,56 | 0,16 |
|
0,09 | 0,1 | 0,13 | 0,18 | |
| 171 | Машина | 0,4 | 0,7 | 0,28 | 0,16 |
|
0,04 | 0,05 | 0,06 | 0,1 | |
| 263 | Машина швейна | 0,27 | 0,7 | 0, 19 | 0,16 |
|
0,03 | 0,04 | 0,05 | 0,08 | |
| 274 | Свердлувальна машина | 0,2 | 0,7 | 0,14 | 0,16 |
|
0,02 | 0,03 | 0,04 | 0,05 | |
| 1,01 | 1,31 | 1,28 | 2 | ||||||||
| РП-10 | ПР-9322 | ||||||||||
| 320 | Установка очистки форсунок | 0,8 | 1 | 0,8 | 0,7 |
|
0,56 | 0,67 | 0,86 | 1,18 | |
| 321 | Комплекс діагностики ДВЗ | 0,85 | 1 | 0,85 | 0,7 |
|
0,6 | 0,72 | 0,92 | 1,2 | |
| 322 | Стенд сходжень - розхил | 0,25 | 0,7 | 0,175 | 0,16 |
|
0,03 | 0,04 | 0,05 | 0,08 | |
| 325 | Витяжка вихлопних газів | 0,75 | 1 | 0,75 | 0,7 |
|
0,53 | 0,64 | 0,82 | 1, 19 | |
| 327 | Стенд обкатки і перевірки ДВЗ | 30 | 0,7 | 21 | 0,16 |
|
3,36 | 4 | 5,2 | 7,5 | |
| 329 | Таль електрична | 4,15 | 0,24 | 0,996 | 0,2 |
|
0,2 | 0,34 | 0,4 | 0,6 | |
| 5,28 | 6,41 | 8,25 | 11,75 | ||||||||
Таблиця 4.4.
Номінальні струми розчіплювачів
| № п/п | Виробнича ділянка | Потужність освітлювального навантаження |
Вид розчеплюва- ча максимального струму |
Тип виклю-чателя |
| 1 | Зона ТО-1 | 6,24 | Комбінований | АЗ110 |
| 2 | Зона ТО-2 | 7,8 | ||
| 3 | Зона ТР | 6,24 | ||
| 4 | Електротехнічний | 0,5 | ||
| 5 | Акумуляторний | 0,36 | ||
| 6 | Приладів системи живлення | 1,31 | ||
| 7 | Агрегатний | 2,25 | ||
| 8 | Шиномонтажний | 1,54 | ||
| 9 | Вулканізація | 0,4 | ||
| 10 | Медніцкий | 0,51 | ||
| 11 | Жестяніцкий | 0,62 | ||
| 12 | Зварювальний | 0,62 | ||
| 13 | Ковальсько-ресорний | 1,31 | ||
| 14 | Слюсарно-механічний | 1,69 | ||
| 15 | Деревообробний | 1,04 | ||
| 16 | Шпалерний | 1,04 |
5. ЕКОНОМІЧНА ЧАСТИНА
Доцільність знаходження дільниці діагностики та ремонту ДВЗ на АТП необхідно підтвердити економічними розрахунками. Проте необхідно урахувати, що проєктуєма дільниця доцільна тільки у склад взаємодії з іншими підрозділами, такими як, наприклад агрегатна дільниця необхідність цієї дільниці залежить від рентабельності усього підприємства.
5.1 Розрахунок вартості виробничих фондів
Розрахунок об'єму будівлі
![]() м3.
м3.
Вартість будівель і споруд
![]() грн.
грн.
Де Цзд-вартість 1 м3 виробничої будівлі;
Цсп-вартість споруд сантехніки і промпроводки на 1 м3 будівлі (27 грн).
Вартість устаткування
![]() грн.,
грн.,
де Коб-коефіцієнт, що враховує питому вагу устаткування в загальній структурі основних фондів, приймаємо Коб=0,3.
Загальна вартість основних виробничих фондів
![]() грн.,
грн.,
де Кпо-коефіцієнт, що враховує інші основн фонди, приймаємо Кпо=1,2.
Визначення суми амортизаційних відрахувань
![]() грн.,
грн.,
деНа-норми амортизаційних відрахувань, приймаємо рівним На=0,13.
5.2 Чисельність робітників
Фонд робочого часу приймаємо рівним другому розділу Фрв=20524.
Чисельність ремонтних робітників
 чол.,
чол.,
деТ-трудомісткість роботи, чол. ×година.;
Кв-коефіцієнт, що враховує підвищення продуктивності праці (приймається від 1,05 до 1,1).
Чисельність допоміжних робітників
 чол.,
чол.,
деКвсп-коефіцієнт, що враховує допоміжн роботи (приймається рівним від 0,2 до 0,3).
Чисельність керівних працівників і фахівців Рспец=25 чол. (по I розділу).
5.3 Розрахунок основного фонду зарплати
Середня годинна тарифна ставка
![]() грн.,
грн.,
де Сч-годинна тарифна ставка даного розряду;
Кву=1-коефіцієнт, що враховує шкідливі і важк умови праці.
Розцінка за виконану роботу
 грн.,
грн.,
де Lсут-середньодобовий пробіг;
Lобщ-загальний річний пробіг;
Т-трудомісткість виконуваних робіт.
Розрахунки зводимо в таблицю 5.1.
Таблиця 5.1
| №№ | Тип, модель | t1 | t2 | tЕО | tТР | Lсут | Lобщ | Ч1 | Ч2 | ЧЕО | ЧТР |
| 1 | ГАЗ | 1,89 | 8,1 | 0,18 | 3,13 | 150 | 34535 | 0,72 | 2,9 | 0,072 | 1,032 |
| 2 | МАЗ | 3,06 | 12,42 | 0,135 | 5,25 | 150 | 34535 | 0,72 | 2,9 | 0,03 | 1,2 |
| 3 | КрАЗ | 2,75 | 11,75 | 0,2 | 6,69 | 150 | 34535 | 0,77 | 2,9 | 0,072 | 1,92 |
| 4 | КамАЗ | 2,52 | 10,58 | 0,18 | 434 | 150 | 34535 | 0,48 | 1,7 | 0,024 | 0,72 |
Визначення автомобіле-днів в експлуатації
![]() автомобіле-днів,
автомобіле-днів,
деАсс-обліковий склад автомобілів.
Відрядна заробітна платня
![]() грн.
грн.
Заробітна платня за період
![]() грн.
грн.
Доплата за період відпустки

 грн.,
грн.,
де 0,011-коефіцієнт, що враховує оплату за виконання державних і суспільних обов'язків, пільгового годинника підлітків н.
Основний фонд заробітної платні ремонтних робітників
![]() грн.
грн.
Основний фонд заробітної платні керівних працівників і фахівців
![]() грн.,
грн.,
деЗм-місячний посадовий оклад фахівців, грн.
Основний фонд заробітної платні допоміжних робітників
![]() грн.,
грн.,
деСчас-годинна тарифна ставка допоміжних робітників, 0,3 грн.
Основний фонд заробітної платні
![]() грн.
грн.
Додатковий фонд заробітної платні
![]() грн.,
грн.,
деКп-коефіцієнт, що враховує премії і інш виплати з фонду споживача.
Фонд оплати праця
![]() грн.
грн.
Нарахування на зарплату
де%Нзп-відсоток, що враховує нарахування на зарплату, приймаємо%Нзп=39%.
Середньомісячна заробітна платня ремонтного робітника
 грн.
грн.
5.4 Матеріальні витрати
Витрати на ремонтні матеріали для зони ЩО, ТО - 1, ТО - 2
![]() ,
,
деN-кількість обслуговувань,
Нрм-норма витрат на ремонтні матеріали для кожного виду обслуговування, грн.
![]() ,
,
деКкуе=1,33;
 ;
;
Кпр=1,2-коефіцієнт, що враховує роботу автомобіля з причепом (для сідельного тягача).
Дані розрахунків зводимо в таблицю 5.2.
Витрати на ремонтні матеріали для зони ТР
 ,
,
де Нрм-норми витрат на ремонтні матеріали;
dn-кількість автомобілів.
Дані розрахунків зводимо в таблицю 5.3.
Таблиця 5.2
| Тип, модель | NЩО | N1 | N2 |
|
|
|
Ккуе | Кк | Кпр | Ккор |
|
|
|
| ГАЗ | 28080 | 1200 | 360 | 0,39 | 2,82 | 2,8 | 1,33 | 1 | - | 1,33 | 14565 | 4500 | 3735 |
| МАЗ | 17600 | 720 | 240 | 0,62 | 3,36 | 7,56 | 1,33 | 1 | - | 1,33 | 14513 | 3218 | 2413 |
| КамАЗ | 22500 | 900 | 300 | 0,62 | 3,36 | 7,56 | 1,33 | 1,05 | 1,2 | 1,7 | 23715 | 5140 | 3271 |
| КрАЗ | 11750 | 650 | 200 | 0,62 | 3,36 | 7,56 | 1,33 | 1,2 | - | 1,6 | 11656 | 3494 | 2499 |
| Разом | 64449 | 16352 | 11838 | ||||||||||
Таблиця 5.3
Витрати на ремонтні матеріали і запасн частини для зони ТР
| №№ | Тип, модель | dn | Ккор | Lобщ |
|
|
|
|
| 1 | ГАЗ | 120 | 1,33 | 34535 | 44400 | 8,05 | 6,41 | 35400 |
| 2 | МАЗ | 80 | 1,33 | 34535 | 29900 | 8,13 | 11,06 | 40600 |
| 3 | КамАЗ | 100 | 1,7 | 34535 | 47700 | 8,13 | 11,06 | 64900 |
| 4 | КрАЗ | 50 | 1,6 | 34535 | 22500 | 8,13 | 11,06 | 30600 |
| Разом | 350 | 144500 | 171500 |
Загальна сума витрат на ремонтні матеріали
![]() .
.
Загальна величина матеріальних витрат
![]() грн.,
грн.,
деКпроч-коефіцієнт, що враховує витрати на нші матеріальні ресурси.
Економія матеріальних витрат
 грн.,
грн.,
де % Эмр-відсоток економії матеріальних витрат, приймаємо рівний 10%.
Загальна величина матеріальних витрат з урахуванням економії
![]() грн.
грн.
5.5 Інші витрати
Ремонтний фонд
![]() грн.
грн.
Інші витрати
![]() грн.,
грн.,
де Кпр. р-коефіцієнт, що враховує інші витрати, приймаємо рівним Кпр. р=1,8.
5.6 Калькуляція собівартості
5.6.1 Калькуляція собівартості для зон ЩО, ТО - 1, ТО - 2
Визначення загальної суми витрат
![]() .
.
Визначення собівартості зони ЩО, ТО - 1, ТО - 2
 .
.
Визначення питомої ваги фонду оплати прац загальній структурі собівартості ТО
 .
.
Дані розрахунків зводимо в таблицю 5.4.
Таблиця 5.4
Калькуляція собівартості зон ЩО, ТО - 1, ТО - 2
| Статті витрат | Сума витрат, грн | Кількість ТА | Собівартість одиниці обслуговування | Питома вага,% |
| Фонд оплати праці (ФОТ) | ЩО: 16787,7 |
ЩО 79930 |
4,88 грн. | 40,5 |
| ТО-1: 10339,5 | ||||
| ТО-2: 143418 | ||||
| Нарахування на зарплату (Нзп) | ЩО: 7974 | |||
| ТО-1: 4911 | ||||
| ТО-2: 6812 |
ТО-1 3470 |
68,5 грн. | 24,6 | |
| Матеріальні витрати (Змз) | ЩО: 61704 | |||
| ТО-1: 38003 | ||||
| ТО-2: 52714 |
Продовження таблиці.
| Автоматизація основних фондів (Ав) | ЩО: 142102 | |||
| ТО-1: 87519 |
ТО-2 1100 |
299,89 грн. | 34,6 | |
| ТО-2: 121399 | ||||
| Інші витрати (Зпр) | ЩО: 157405 | |||
| ТО-1: 96945 | ||||
| ТО-2: 134472 | ||||
| Загальні витрати (Зобщ) | ЩО: 385973 | 100 | ||
| ТО-1: 237718,9 | ||||
| ТО-2: 329887,3 | ||||
| Разом: 953432 |
5.6.2 Калькуляція собівартості для зони ТР
Визначення загальної суми витрат
![]()
![]() грн.
грн.
Визначення собівартості робіт
 грн. /км.
грн. /км.
Визначення питомої ваги фонду оплати праці в загальній структурі собівартості робіт
 %.
%.
5.7 Фінансові показники
5.7.1 Визначення доходів для зон ЩО, ТО - 1, ТО - 2
Планово-розрахункова ціна одиниці ТО
![]() ,
,
деКр-коефіцієнт, що враховує планову рентабельність підприємства, приймається від 1,25 до 1,40.
![]() грн.
грн.
![]() грн.
грн.
![]() грн.
грн.
Визначення загальної суми доходів для зон ЩО, ТО - 1, ТО - 2
![]() ,
,
![]() грн.
грн.
![]() грн.
грн.
![]() грн.
грн.
5.7.2 Визначення доходів для зони ТР
Визначення планово-розрахункової ціни
![]() грн.
грн.
Доходи зони ТР
![]() грн.
грн.
Прибуток балансовий
![]() грн.
грн.
Платня до бюджету
![]() грн.,
грн.,
де % Пбюд-відсоток платежів до бюджету.
Прибуток, що залишається у розпорядженн підприємства
![]() грн.
грн.
5.8. Економічна ефективність і техніко-економічні показники проекту
5.8.1 Визначення капітальних вкладень на здійснення проектованого рішення
Вартість будівельних робіт при рішенн виробничих площ
![]() грн.,
грн.,
деDVзд-додатковий об'єм будівлі після реконструкції.
Вартість введеного устаткування
![]() грн.,
грн.,
де![]() -вартість
устаткування, що знов вводиться.
-вартість
устаткування, що знов вводиться.
Загальна вартість капітальних вкладень
Економія витрат
Коефіцієнт, що враховує доплати до заробітно платні з нарахуваннями

Витрата економії фонду оплати праці ремонтних робітників
 грн.
грн.
Загальна сума економії
![]() грн.
грн.
Річний економічний ефект від технічного переозброєння
![]() грн.
грн.
Термін окупності капітальних вкладень
 роки.
роки.
Фактичний коефіцієнт економічної ефективності
 .
.
Фондовіддача
 .
.
Фондомісткість
 .
.
Висновок: Проаналізувавши техніко-економічн показники будівництва АТП, ми побачили, що вони свідчать про доцільність будівництва, оскільки термін окупності капітальних вкладень на будівництво 1,6 роки, фактичний коефіцієнт економічної ефективності Еф=0,25, рентабельність виробництва складає 38%.
6. КОНСТРУКТОРСЬКА ЧАСТИНА. МОДЕРНІЗАЦІЯ СТЕНДУ ДЛЯ ОБКАТКИ КОРОБОК ПЕРЕДАЧ
6.1. Обгрунтування необхідност модернізації стенду для обкатки коробок передач
На експлуатаційних підприємствах велика кількість устаткування випуску 60х і раніше років. У ті часи потужност двигунів і передаючих систем були значно менше, ніж сьогодні.
У зв'язку з гострою необхідністю підвищення якості ремонту і обслуговування автомобілів необхідно розширити можливост наявного устаткування.
У дипломному проекті пропонується існуючий на підприємстві стенд для обкатки коробок передач пристосувати для випробування коробок передач сучасних автомобілів (ЯМЗ, КамАЗ). Для цього вимагається збільшити потужність двигуна і відповідно виконати розрахунок приводу стенду, клиноременної передачі приводу стенду і розробити додатковий гідроциліндр в механізмі закручування валів, що дасть можливість реверсування роботи стенду – це дозволяє істотно зменшити час обкатки коробок передач.
6.2 Опис прототипу
Із зовнішньої сторони лівого редуктора встановлений гідравлічний робочий циліндр з поршнем і поршневими кільцями. Шток поршня з механізмом закручування зв'язаний через порожнистий вал редуктора. Потовщений кінець порожнистого валу редуктора має циліндрову виточку в стінках якої прорізають спіральні щілини. Вилка торсіонного валу, змонтована усередин циліндрової виточки порожнистого валу лівого редуктора, має прямі щілини. Шток поршня за допомогою шворні пов'язаний з вилкою торсіонного валу другий кінець якого через шліцьову втулку сполучений з валом правого редуктора. При русі поршня шток через наполеглив кільця підшипника переміщає шворінь, кінці якого ковзають в щілинах циліндрово виточки і вилки торсіонного валу. Переміщення шворні по щілинах створює зсув поршневого валу, тобто закручує його в замкнутому контурі, тим самим створюючи навантаження, величина моменту торсіонного валу, що крутить, залежна від кута закручування торсіонного валу встановлюється таріровкою.
Тут управління навантаженням здійснюється за допомогою триходового крана. При повороті рукоятки крана управо масло з бака насосом подається в робочий циліндр створюючи навантаження. У даному стенд випробування виробляється в одному напрямі обертання, тому, що при реверсуванн немає можливості створити навантаження протилежного знаку.
6.3 Опис стенду для обкатки контролю випробувань під навантаженням коробок передач
Стенд складається з електродвигуна, клиноременної передачі, вертикального редуктора, правого і лівого бічних редукторів, механізму перемикання, механізму закручування валів, двох ндукційних датчиків, станцій гідроприводу і змащувальної станції.
Стенд є установкою із замкнутим силовим контуром в якому коробка передач навантажується за рахунок використовування внутрішніх сил системи при закручуванні торсіонного валу. Електродвигун через клиноремену передачу передає обертання на вал I, на якому жорстко насаджена конічна шестерня (z=15, m=12), що знаходиться в зачіпляючому з конічною шестернею (z=31, m=12) вертикального редуктора приводить в обертання вал II. Вал II через три циліндрові шестерні (z=23, m=12) передає обертання на вал II, який через зубчату муфту пов'язаний з первинним валом випробовуваної коробки передач. Від валу I через шестерні КП обертання передається на карданні вали VII і VIII, потім через циліндрові шестерні (z=28, m=8, z=20, m=8, z=20, m=8) бічних редукторів на проміжний вал V на якому на підшипник насаджена циліндрова шестерня (z=42, m=8) механізму перемикання. На шліцах пересувається каретка (z=21, m=8) чим досягається включення 1й і 2й передач обертання валу IV. Таким чином, виходить замкнутий силовий контур.
Момент навантаження, що крутить, створюється за допомогою механізму закручування валів (валу IV і частини валу I до конічно шестерні (z=15, m=12) в протилежній стороні).
Пружні сили, що виникають усередині замкнутого контура створює момент під впливом якого знаходяться шестерні коробок передач.
Закручування валів IV і I здійснюють косозубимі шестернями (кут нахилу зубів b=45°), що знаходяться в зачіпляючому з блок-шестернею (z=17, m=10, b=45°). Блок-шестерня встановлена на підшипниках на штоку, зв'язаному протилежними кінцями з поршнями гідроциліндрів односторонньої дії. При переміщенні одного поршня гідроциліндра виробляється закручування торсіонних валів IV і I.
Для створення моменту протилежного напряму, що крутить, включають інший гідроциліндр.
6.4 Розрахунок стенду для випробування коробки передач
Розрахунок номінальних параметрів коробок передач
Частота обертання первинного валу КП від двохшвидкісного трифазного асинхронного двигуна АТ 92 - 8/4: N=40/55 кВт, n=730¸1470 хв-1, живлення 380 В.
Через конічно-циліндровий редуктор
 хв-1.
хв-1.
Обертаючі моменти на первинному валу з урахуванням втрат в редукторі
 Н×м,
Н×м,
деhр=0,94-ККД редуктора.
Коробка передач – двухступенчатая.
Передавальне число на першій передачі:
 .
.
Передавальне число на другій передачі:
 .
.
Частота обертання вторинного валу
 хв-1.
хв-1.
Обертаючі моменти на вторинному валу
 Н×м,
Н×м,
деhКП=0,95-ККД коробки передач.
Кожний з обертаючих моментів М2 порівну передається на передній і задній міст ходової частини автомобілів.
6.5 Обгрунтування кінематичних силових параметрів стенду. Вибір електродвигуна
Метою випробування коробок передач є перевірка х працездатності, довговічності, якості виготовлення і ремонту, обкатки прироблення зубчатих зачіпляє і інших зв'язаних деталей.
Зубчаті передачі в транспортних вантажопідйомних машинах працюють при змінних режимах, навантаженнях, залежних від безлічі випадкових чинників і, отже, мають характер вірогідності.
У зв'язку з цим стенд забезпечений пристроєм для програмного навантаження. Практично всі способи навантаження стендів із замкнутим контуром можуть бути використані в стенді багаторедуктора дано конструкції. Де застосоване попереднє закручування торсіонного валу за допомогою пари косозубих коліс.
Механізм закручування валів є парою косозубих коліс, двох гідроциліндрів, що вільно обертаються на суміщеному штоку. Осьове переміщення зубчатих коліс за допомогою гідроциліндрів, керованих по тиску масла за допомогою клапанно-золотникового пристрою за потрібною програмою, дозволя створити циркулююче навантаження в замкнутому контурі стенду, в який включена випробовувана КП.
Для імітації реверсу виробляється зміна напряму силового потоку за рахунок переміщення зубчатих коліс у зворотний бік. Холостий хід при обкатці коробки передач забезпечується при нейтральному положенні золотника (суміщений шток гідроциліндрів за допомогою пружинного пристрою займає при цьому нейтральне положення) або при відключеній зубчатій муфті на валу III приводу первинного валу коробки.
У стенді для кінематичного узгодження силового ланцюга число однотипних редукторів в контурі повинне бути парним. Тому механізм перемикання і конічна передача вертикального редуктора є дзеркальним відображенням випробовуваної коробки передач.
Конічна передача вертикального редуктора – m=12 мм, z1=15, z2=31 на валах I і II.
Механізм перемикання між валами IV і V
I - я передача: z1=20, z2=42, m=8 мм;
II - я передача: z1=41, z2=21, m=8 мм.
Бічні ліві і праві редуктори стенду кінематично однакові z1=28, z2=20, z3=28, m=8 мм замикають вторинний вал випробовуваної КП. Паразитне зубчате колесо (z2=20, m=8 мм) служить конструктивно для збільшення міжосьової відстані з метою розташування валів V і VI стенду за габаритами випробовуваної коробки передач.
Косозуби є передачі механізму закручування валів сполучають вали I і IV, створюючи циркулююче навантаження шляхом їх осьового переміщення без зміни частоти z1=23, z2=17, m=10 мм, b=45°.
Вертикальний редуктор складається з циліндрових коліс (z1=23, z2=23) з передавальним числом рівним 1. Паразитне колесо цього редуктора погоджує напрям обертання первинного валу випробовувано коробки з вторинним, тобто здійснює загальне кінематичне узгодження стенду по напряму обертання.
Номінальну потужність електродвигуна стенду визначаємо виходячи з величини моменту навантаження коробки передач і втрат на тертя в механізмах стенду.
![]() ,
,
деh1=h2=0,95-ККД бічних редукторів (лівого і правого);
h3=0,94-ККД вертикального редуктора;
h4=0,96-ККД зубчатого механізму закручування валів;
h5=0,98-ККД зубчатого механізму перемикання.
При восьми полюсах
![]() кВт.
кВт.
При чотирьох полюсах
![]() кВт.
кВт.
Приймаємо для приводу стенду двохшвидкісний
двофазний асинхронний електродвигун напругою 380 В 4А132М8/4 з N=5,5/11 кВт; n=720/1460
хв-1;  ;
;  .
.
6.6 Розрахунок клиноременної передач приводу стенду
На первинний вал коробки передач через вертикальний редуктор повинна бути підведена частота обертань n1=71/143 хв-1. (частота обертання валу III стенду).
Передавальне число конічної передач вертикального редуктора і всього редуктора
оскільки циліндрові передачі вертикального редуктора не змінюють частоти (z1=z2=23)
 .
.
Розрахунок ведемо для другої швидкост потужності двигуна по методиці висловленої [7] стор.270.
Вибираємо перетин клинового ременя по табл.5.6 заздалегідь визначаємо кутову швидкість і номінальний обертаючий момент М1 на провідному валу.
Початкові дані: N1=11 кВт, n1=1460 хв-1, u=5. Робота двозмінна, навантаження реверсивне, динамічне.
Момент, що крутить, на швидкохідному валу:
 Н×м.
Н×м.
При даному моменті приймаємо перетин ременя "А" з розмірами: bр=11 мм; h=8 мм, b0=13 мм, y0=2,8 мм, F1=0,81 см2.
Діаметр меншого шківа відповідно до рекомендацій dp min=90 мм, але оскільки в даному випадку немає жорстких обмежень до габаритів передачі, то для підвищення довговічності ременя приймаємо dр1=100 мм.
Діаметр більшого шківа
![]() мм.
мм.
Стандартний діаметр по ГОСТ 17383 - 73 dр2=500 мм.
Фактичне передавальне число:
 .
.
Швидкість ременя:
 м/с.
м/с.
Частота обертання відомого валу:
 хв-1.
хв-1.
Міжосьова відстань:
![]() мм.
мм.
Розрахункова довжина ременя:
 мм.
мм.
Стандартна довжина ременя L=2000 мм.
По стандартній довжині L уточнюємо дійсну міжосьову відстань:


![]() мм.
мм.
Мінімальна міжосьова відстань для зручност монтажу і зняття ременів
![]() мм.
мм.
Максимальна міжосьова відстань для створення натягнення і підтягання ременя при витяжці:
![]() мм.
мм.
Кут обхвату на меншому шківі:
 .
.
![]() .
.
Початкова довжина ременя (табл.2,15 [7]) L0=1700 мм. Відносна довжина
 .
.
Коефіцієнт довжини (табл.2. 19 [7]) СL=1,04.
Початкова потужність при dp1=100 мм і v=7,6 м/с передавана одним ременем N0=1,275 кВт.
Коефіцієнт кута обхвату (табл.2,18 [7]) Са»0,86.
Поправка до моменту, що крутить, на передавальне число (табл.2. 20 [7]) DТн=1,2 Н×м.
Поправка до потужності
![]() кВт.
кВт.
Коефіцієнт режиму роботи при вказаному навантаженні (табл.2.8. [7]) Ср=0,73.
Потужність, що допускається, на один ремінь:
![]() кВт.
кВт.
Розрахункове число ременів по таблиці:
 .
.
Коефіцієнт, що враховує нерівномірність навантаження Сz=0,85.
Дійсне число ременів в передачі
 .
.
Приймаємо число ременів ![]() .
.
Сила початкового натягнення одного клинового ременя:
 Н,
Н,
деq=0,1 кг/м (табл.2.12 [7]).
Зусилля, діюче на вали передачі
![]() Н.
Н.
Розміри обода шківів (табл.2.21 [7]) lр=11 мм; h=8,7 мм; b=3,3 мм; l=15±0,3 мм; ![]() мм; v=1,0 мм; h1min=6 мм; a1=34°;
а2=38°.
мм; v=1,0 мм; h1min=6 мм; a1=34°;
а2=38°.
Навантажені діаметри шківів
![]() мм,
мм,
![]() мм.
мм.
Шина обода шківів
![]() мм.
мм.
6.7 Гідропривід стенду
6.7.1 Початкові дані для гідравлічного розрахунку стенду
Зусилля, що розвивається циліндром для створення навантаження F=26 кН.
Робочий тиск в системі гідроприводу Р=6,3 МПа.
Гідроциліндр з одностороннім штоком односторонньої дії.
Робоча площина безштокова.
6.7.2 Розрахунок діаметру гідроциліндра
Діметр гідроциліндра визначаємо по таблиці
 мм.
мм.
Приймаємо Д=100 мм (Додаток 1 [8]).
6.7.3 Визначення діаметру штока циліндра
![]() мм.
мм.
Приймаємо d=50 мм (Додаток 3 [8]).
6.7.4 Розрахунок витрати масла
Визначаємо витрату масла при заданій швидкост руху поршня, враховуючи, що при ущільненні манжета поршня і штока в гідроциліндрі об'ємний ККД hоб=1.
 м3/хв
м3/хв![]() л/хв,
л/хв,
деν=5 м/хв-швидкість руху поршня.
Приймаємо Qном=20 л (додаток 5 [8]).
6.7.5 Вибір насоса
По рас ходу Q=19,2 л/мін приймаємо для системи гідроприводу пластинчастий насос типу 12 - 33 АМ.
Технічна характеристика насоса 12 - 33 АМ:
робочий об'єм насоса v0=32 см3;
- тиск розвивається насосом р=6,3 МПа;
- подача насоса при частоті обертання приводного двигуна n=960 хв-1;
- об'ємний ККД насоса hоб=0,85;
загальний ККД насоса hн=0,75.
6.7.6 Розрахунок потужності споживаної насосом
Визначаємо потужність споживану насосом по таблиці
 кВт.
кВт.
6.7.7 Розрахунок фактичного штовхаючого зусилля розвивається гідроциліндром
Визначаємо фактичне штовхаюче зусилля розвивається гідроциліндром по таблиці:
![]() кН.
кН.
6.7.8 Розрахунок максимальної швидкості розвивається поршнем гідроциліндра
Визначаємо максимальну швидкість розвивається поршнем гідроциліндра по наступній таблиці:
6.7.9 Розрахунок внутрішніх діаметрів гидроліній
Визначаємо внутрішні діаметри dвс, dн, dсл труб відповідно всмоктуючій, напірній зливній гидроліній по наступних таблицюлах
 дм;
дм;
 дм;
дм;
 дм.
дм.
По підрахованих значеннях внутрішніх діаметрів труб різних гидроліній приймаємо по додатку 1 [8] умовні проходи:
для всмоктуючої гидролінії Дув=16 мм;
для труби напірної гидролінії Дун=10 мм;
для труби зливний гидролінії Дусл=16 мм.
6.7.10 Розрахунок товщини стінок гільзи гідроциліндра і труби напірної гидролінії
Визначаємо мінімальну товщину стінок гільзи гідроциліндра і труби напірної гидролінії по таблиці
 мм,
мм,
деРу=1,25Р-розрахунковий умовний тиск;
![]() МПа-для сталево
труби.
МПа-для сталево
труби.
 мм,
мм,
6.8. Технологічна карта на виготовлення валу-шестерні
Перша операція. Токарна обробка
I – Встановлюємо технологічну послідовність обробки деталі.
Установка А (Встановити, закріпити, зняти).
Підрізати торець.
Підрізати уступ на Æ75 мм.
2А. Зацентровувати.
Обточити начорно до Æ28 мм.
Обточити начорно до Æ50 мм.
Обточити начорно до Æ71,2 мм.
Обточити начорно до Æ41,5 мм.
Установка б (Встановити, закріпити, зняти).
Підрізати торець.
7А. Підрізати уступ на Æ75 мм.
Зацентровувати.
Обточити начорно до Æ50 мм.
Обточити начорно до Æ41,5 мм.
Обточити начорно до Æ40,2 мм.
Обточити начисто до Æ70 мм.
Зняти фаську 4´45° на Æ70 мм.
Зняти фаську 2´45° на Æ40,2 мм.
Проточити канавку на Æ40,2 мм.
Установка В (Встановити, закріпити, зняти).
Обточити начисто до Æ27 мм.
Обточити начисто до Æ40,2 мм.
Зняти фаську 2´45° на Æ27 мм.
Зняти фаську 4´45° на Æ70 мм.
Зняти фаську 2´45° на Æ40,2 мм.
Проточити канавку на Æ40,2 мм.
II – Вибір устаткування: Токарно-гвинторізний верстат 1А62 з N=7,8 кВт.
III – Вибір інструменту: підрізний різець Т5К10, центровочне свердло Р9, чорновий прохідний різець Т5К10, чистовий прохідний різець Р9, канавочний різець Р9. Вимірювальний нструмент: лінійка і штангенциркуль.
IV – Вибір пристосувань: для чорнової обробки – трьохкулачковий патрон, що центрується, центр задньо бабці; для чистової – повідковий патрон, хомутик, центру.
V – Вибір режиму різання, розрахунок основного і допоміжного часу.
Перехід перший.
Призначаємо глибину різання t=2 мм, тобто знімаємо весь припуск за один прохід (i=1) t=h.
З табл. 20 [5] по характеру обробки Ñ1-Ñ3 і діаметру до 60 мм вибираємо подачу S=0,25 мм/об. Швидкість різання вибираємо з табл.21 [5] при S=0,25 мм і t=2 мм таблична швидкість різання v=70 м/хв. Вибрана швидкість різання дана з умови обробки вуглецевої конструкційної сталі з тимчасовим опором sв=65 Н/мм2, з табл. "Механічні властивост матеріалів" [5] знаходимо, що для сталі марки 45 відповідає межа міцност (тимчасовий опір) sв=60 Н/мм2. Поправочний коефіцієнт вибираємо з табл.12 [5] , для sв=60 Н/мм2. Км – складає 1,31.
![]() м/хв.
м/хв.
Визначаємо частоту обертання
Приймаємо по табл.37 [5] n=960 хв-1.
Розрахунок основного і допоміжного часу
![]() ,
,
деу-величина урізування і перебігу по табл.38 [5].
По табл.43 [5] час на установку і зняття деталі при точінні в патроні, що центрується, з вивірянням по крейді при масі до 5 кг Тву=0,55 хв.
По табл.44 час для підрізування торців на верстаті з висотою центрів 200 мм Твп=0,2 хв.
![]() хв.
хв.
Перехід другий.
Глибина різання t=h=2 мм (i=1).
Подача по табл. 20 [5] S=0,4 мм/об.
Таблична швидкість різання (табл.21 [5]) v=53 м/хв.
![]() м/хв.
м/хв.
Частота обертання
![]() хв-1.
хв-1.
Приймаємо n=305 хв-1.
Основний час
![]() ,
,
 хв.
хв.
Допоміжний час
![]() хв.
хв.
Перехід другої А.
Основний час центровки деталі по табл.42 при діаметрі деталі до 40 мм (35) складає Т0=0,08 хв. Допоміжний час пов'язане з проходом (по табл.44 [5]) Тв=0,6 хв.
Перехід третій.
Припуск на обробку
![]() мм.
мм.
Глибина різання t=h, тобто i=1.
Подача для t=3,4 мм і діаметру обробки 35 мм з табл.8 [5] S=0,3 мм/об., швидкість різання vт з табл.10 [5] для даних t і S складає 52 м/хв.
![]() м/хв.
м/хв.
Частота обертання
 хв-1.
хв-1.
Приймаємо n=480 хв-1.
Основний час
![]() мм,
мм,
 хв.
хв.
Допоміжний час згідно табл.44 [5] при роботі на верстаті з висотою центрів 200 мм, і при обробц по IV-V класах точності Тв=0,5 хв.
Перехід четвертий.
Припуск ![]() мм;
t=2,5 м;
мм;
t=2,5 м;  .
.
З табл.10 [5] для глибини різання t=2,5 мм і діаметру обробки до 56 мм (55 мм) вибираємо подачу S=0,5 мм/об.
Швидкість різання
![]() м/хв.
м/хв.
Частота обертання
![]() хв-1.
хв-1.
Приймаємо n=305 хв-1.
Основний час
![]() хв.
хв.
![]() мм,
мм,
Допоміжний час згідно табл.44 [5] Тв=0,5 хв.
Перехід п'ятий.
![]() мм; t=1,9; i=1.
мм; t=1,9; i=1.
По табл.10 [5] приймаємо подачу S=0,6 мм/об.
Швидкість різання при даних S і t по табл.21
![]() м/хв.
м/хв.
Частота обертання
![]() хв-1.
хв-1.
Приймаємо n=185 хв-1.
Основний час
 хв.
хв.
Допоміжний час по табл.44 [5] Тв=0,5 хв.
Перехід шостий.
![]() мм; t=4,25 мм;
мм; t=4,25 мм;  .
.
По табл.10 [5] для даних t і діаметру приймаємо подачу S=0,4 мм/об.
По табл.21 [5] для даних t і S вибираємо табличну швидкість різання
![]() м/хв.
м/хв.
Частота обертання
![]() хв-1.
хв-1.
Приймаємо n=380 хв-1.
Основний час
 хв.
хв.
Допоміжний час по табл.44 [5] Тв=0,5 хв.
Перехід сьомий.
Весь припуск знімаємо за 1 прохід, тобто h=t=2 м і i=1.
З табл. 20 при характер обробки Ñ1-Ñ3 і даному діаметрі вибираємо подачу S=0,25 мм/об.
Швидкість різання при даних S і t
![]() м/хв.
м/хв.
Частота обертання
![]() хв-1.
хв-1.
Приймаємо n=480 хв-1.
Основний час
 хв.
хв.
Допоміжний час
![]() хв.
хв.
Перехід сьомої А по розрахунках повністю аналогічний другому переходу.
t=h=2 мм; i=1; S=0,4 мм/об; v=69,4 м/хв; n=305 хв-1; Т0=0,1 хв; Тв=1,15 хв.
Перехід восьмий.
Основний час центровки деталі по табл.42 [5] при діаметрі деталі до 80 мм (55) складає Т0=0,08 хв. Допоміжний час пов'язане з проходом (по табл.44 [5]) Тв=0,6 хв.
Перехід дев'ятий.
![]() мм; t=2,5 мм;
мм; t=2,5 мм;  .
.
По табл.10 для даних діаметру і t вибираємо подачу S=0,5 мм/об.
По табл.21 [5] швидкість різання при даних t і S
![]() м/хв.
м/хв.
Частота обертання
![]() хв-1.
хв-1.
Приймаємо n=305 хв-1.
Основний час
 хв.
хв.
Допоміжний час згідно табл.44 [5] Тв=0,5 хв.
Перехід десятий.
Оскільки розрахунок цього переходу повністю аналогічний розрахунку шостого переходу, то ми наводимо дані шостого переходу: h=t=4,25 мм; i=1; S=0,4 мм/об.; v=61,6 м/хв., n=392 хв-1; Т0=0,26 хв; Тв=0,5 хв.
Перехід одинадцятий.
![]() мм; t=0,65 мм; i=1.
мм; t=0,65 мм; i=1.
По табл.10 [5] для даних t і діаметру подача складає S=0,2 мм/об.
По табл.21 [5] швидкість різання при даних t і S
![]() м/хв.
м/хв.
Частота обертання
 хв-1.
хв-1.
Приймаємо n=960 хв-1.
Основний час
 хв.
хв.
Допоміжний час згідно табл.44 [5] складає Тв=0,5 хв.
Перехід дванадцятий.
![]() мм; t=0,6 мм; i=1.
мм; t=0,6 мм; i=1.
Згідно табл.10 [5] подача складає S=0,2 мм/об.
По табл.21 [5] при даних t і S швидкість різання
![]() м/хв.
м/хв.
Частота обертання
 хв-1.
хв-1.
Приймаємо n=480 мін-1.
Основний час
 хв.
хв.
Допоміжний час згідно табл.44 [5] складає Тв=0,5 хв.
Перехід тринадцятий.
При проточці фасок робота виробляється з ручною змінною подачею і без зміни числа проходів попередньо обробки.
Основний час по табл.40 при діаметрі деталі до 80 мм (70 мм) і ширині фаски 4 мм складає: Т0=0,3 хв.
Допоміжний час по табл.44 пов'язане з проходом при роботі на верстаті з висотою центрів 200 мм Тв=0,07 хв.
Перехід чотирнадцятий.
При проточці фасок робота виробляється з ручною змінною подачею і без зміни числа проходів попередньо обробки.
Основний час по табл.40 [5] Т0=0,3 хв.
Допоміжний час по табл.40 [5] Тв=0,07 хв.
Перехід п'ятнадцятий.
Глибину різання приймаємо рівну ширині різця: h=t=2 мм.
По діаметру деталі і матеріалу деталі по табл.24 [5] приймаємо подачу S=0,12 мм/об.
Швидкість різання (табл.24 [5])
![]() м/хв.
м/хв.
Частота обертання
 хв-1.
хв-1.
Приймаємо n=380 хв-1.
Основний час
 хв.
хв.
Допоміжний час згідно табл.44 [5] складає Тв=0,2 хв.
Перехід шістнадцятий.
![]() мм; t=0,6 мм;
мм; t=0,6 мм;  .
.
При t до 1 мм і діаметру до 40 мм вибираємо подачу S=0,15 мм/об.
Швидкість різання при S=0,15 мм/об. і t=0,6 мм
![]() м/хв.
м/хв.
Частота обертання
 хв-1.
хв-1.
Приймаємо n=1200 хв-1.
Основний час. Величина урізування і перебігу по табл.38 [5] для t=0,6 мм складає 2 мм
![]() мм,
мм,
 хв.
хв.
Допоміжний час згідно табл.44 [5] складає Тв=0,5 хв.
Перехід сімнадцятий.
Оскільки розрахунок цього переходу повністю аналогічний розрахунку одинадцятого переходу, то ми наводимо дані одинадцятого переходу: h=0,65 мм; t=0,65 мм; i=1; S=0,2 мм/об.; v=133,6 м/хв., n=960 хв-1; Т0=0,24 хв; Тв=0,5 хв.
Перехід вісімнадцятий.
Оскільки розрахунок цього переходу повністю аналогічний розрахунку чотирнадцятого переходу, то ми наводимо дан чотирнадцятого переходу. При проточці фасок робота виробляється з ручною змінною подачею і без зміни числа проходів попередньої обробки; Т0=0,3 хв; Тв=0,07 хв.
Перехід дев'ятнадцятий.
При проточці фасок робота виробляється з ручною змінною подачею і без зміни числа проходів попередньо обробки.
Основний час по табл.40 [5] Т0=0,3 хв.
Допоміжний час по табл.44 [5] Тв=0,07 хв.
Перехід двадцятий.
При проточці фасок робота виробляється з ручною змінною подачею і без зміни числа проходів попередньо обробки.
Основний час по табл.40 [5] Т0=0,3 хв.
Допоміжний час по табл.44 [5] Тв=0,07 хв.
Перехід двадцять перший.
Глибину різання приймаємо рівну ширині різця: h=t=2 мм.
По діаметру деталі по табл.24 [5] приймаємо подачу S=0,12 мм/об.
Швидкість різання згідно табл.24 [5]
![]() м/хв.
м/хв.
Частота обертання
 хв-1.
хв-1.
Приймаємо n=380 хв-1.
Основний час
![]() мм,
мм,
 хв.
хв.
Допоміжний час згідно табл.44 [5] складає Тв=0,2 хв.
Визначаємо повний основний час:
![]()
![]()
![]() хв.
хв.
Визначаємо повний допоміжний час:
![]()
![]()
![]() хв.
хв.
Оперативний час:
![]() хв.
хв.
Додатковий час.
Не розраховуємо, оскільки дану деталь виготовляємо в одиничному екземплярі, тобто застосовуємо штучне виробництво.
Підготовчий час: для верстата з висотою центрів 200 мм і простій підготовці до роботи: Тпз=9 хв.
Загальна норма часу.
![]() хв.
хв.
Друга операція. Фрезерна обробка
I – Встановлюємо технологічну послідовність обробки деталі.
Установка А (Встановити, закріпити, зняти).
Фрезерувати паз на Æ27 мм.
II – Вибір устаткування: Вертикальний фрезерний верстат 6Н12, N=7,0 кВт.
III – Вибір інструменту: кінцева фреза Р9 Æ8 мм. Вимірювальний інструмент: шаблон.
IV – Вибір пристосувань: призми, притискні планки.
V – Вибір режимів різання, розрахунок основного і допоміжного часу.
Перехід перший.
Глибина різання рівна глибині паза: t=4 мм.
Припуск на сторону рівна половині діаметру свердла h=4 мм.
З табл.73 для глибини паза 4 мм приймаємо подачу S=0,04 мм/об.
З табл.75 приймаємо швидкість різання v= м/мін і частоту обертання 1500 мін-1.
Основний час
 хв.
хв.
![]() мм,
мм,
деу1 і у2-величини перебігу і урізування, згідно табл.80 [5] складає 3 мм.
Допоміжний час
![]() хв.
хв.
Третя операція. Фрезерна обробка
I – Встановлюємо технологічну послідовність обробки деталі.
Установка А (Встановити, закріпити, зняти).
Фрезерувати зуби начорно на Æ70 мм.
Фрезерувати зуби начисто на Æ70 мм.
II – Вибір устаткування: Горизонтальний фрезерний верстат 6Р82Г, N=9,7 кВт.
III – Вибір інструменту: черв'ячна модульна фреза (Æ100, m=4). Вимірювальний інструмент: шаблон.
IV – Вибір пристосувань: універсальна ділильна головка.
V – Вибір режимів різання, розрахунок основного і допоміжного часу.
Перехід перший.
Приймаємо глибину різання t=4,6 мм і знімаємо весь припуск за один прохід, тобто t=h.
i=15 (кількості проходів рівно числу зубів).
Для глибини різання t=4,6 мм при чорновій обробці приймаємо подачу S=2,8 мм/об і швидкість різання v=52,08 м/хв.
Частота обертання
![]() хв-1.
хв-1.
Приймаємо n=102 мін-1.
Основний час
![]() мм,
мм,
 хв.
хв.
Допоміжний час на прохід
![]() хв.
хв.
Перехід другий.
Приймаємо глибину різання t=4,4 мм і знімаємо весь припуск за один прохід, тобто t=h.
i=15.
Для глибини різання при чистовій обробц приймаємо подачу S=2 мм/об, швидкість різання v=24,5 м/хв і частоту обертання n=18 хв-1.
Приймаємо n=102 хв-1.
Основний час
![]() мм,
мм,
 хв.
хв.
Допоміжний час
![]() хв.
хв.
Визначаємо повну норму часу на другу і третю операцію.
Основний час
![]() хв.
хв.
Допоміжний час
![]() хв.
хв.
Оперативний час
Додатковий час (не враховуємо, оскільки виготовлення даної деталі штучне).
Підготовчо-завершальний час для даних пристосувань
![]() хв.
хв.
Норма часу
![]() хв.
хв.
Четверта операція. Шліфувальна обробка
I – Встановлюємо технологічну послідовність обробки деталі.
Установка А (Встановити, закріпити, зняти).
Шліфувати начорно на Æ40,07 мм.
Шліфувати начисто на Æ40 мм.
Шліфувати начорно на Æ40,07 мм.
Шліфувати начисто на Æ40 мм.
II – Вибір устаткування: Круглошліфовальний верстат верстат 3Ц131, N=9,8 кВт.
III – Вибір інструменту: круг абразивний ПП350´32´127 Э5К; вимірювальний інструмент: мікрометр.
IV – Вибір пристосувань: повідковий патрон, хомутик, центру.
V – Вибір режимів різання, розрахунок основного і допоміжного часу.
Перехід перший.
h=0,03 мм.
З табл.84 [5] вибираємо подачу для чорнової обробки S=0,08 мм/об.
Швидкість різання v=30 м/сек.
Частота обертання
 хв-1.
хв-1.
Приймаємо n=1300 мін-1.
 хв.
хв.
![]() .
.
![]() хв.
хв.
Перехід другий.
h=0,05 мм.
S=0,035 мм/об (табл.86 [5]) для чистової.
v=30 м/сек.
 хв-1.
хв-1.
Приймаємо n=1300 мін-1.
 хв.
хв.
![]() хв.
хв.
7. БЕЗПЕКА ЖИТТЄДІЯЛЬНОСТІ
7.1 Охорона навколишнього середовища
Постійне зростання кількості автомобілів робить певний негативний вплив на навколишнє середовище. Мільйони автомобілів забруднюють і отруюють атмосферу відпрацьованими газами, особливо в крупних містах, де рух транспорту дуже інтенсивний.
При роботі атмосферного двигуна в атмосферу викидаються гази, що містять більше шістдесяти компонентів шкідливих речовин. зокрема токсичні: окисел вуглецю, оксиди азоту, вуглеводні, альдегіди, сажа н., а при використовуванні етілірованних бензинів – з'єднання свинцю.
Зменшити токсичність відпрацьованих газів можна застосувавши ряд конструктивних заходів:
· вибірка режимів роботи двигуна і регулювання паливної апаратури;
· підтримка справного стану автомобіля в цілому;
· роботи автомобіля на збіднених сумішах і т.п.;
· а також спеціалізованими заходами (фільтрацією нейтралізацією відпрацьованих газів).
З метою зменшення забруднення атмосфери удосконалюються існуючі двигуни, розробляються нові типи і конструкції раніше використовуваних двигунів, досліджуються можливості заміни двигунів внутрішнього згорання на інші види енергетичних установок.
На Україні встановлені допустимі норми змісту шкідливих компонентів у відпрацьованих газах для двигунів автомобілів, що випускаються промисловістю і знаходяться в експлуатації.
Автомобільний транспорт є також одним з основних споживачів нафтопродуктів. Нафтопродукти, різні кислоти і луги, вживані в експлуатації і ремонті автомобільного транспорту, потрапляючи в стічні води, отруюють водоймища. Забруднення води робить її не тільки непридатною для використовування і завдає непоправного збитку всьому природному середовищу, з якою вона стикається. У нашій країні питанню охорони природи зокрема охороні водних ресурсів надається особливе значення, здійснюються необхідн заходи по запобіганню шкідливим скиданням забруднених стічних вод, застосовується різне очищення водоймищ, удосконалюються технологічні процеси для економно витрати води.
7.2 Охорона праці
7.2.1. Небезпечні і шкідливі виробничі чинники, що супроводжуються в роботі обслуговуючого персоналу стенду для випробування коробок передач
Охорона праці – система законодавчих соціально-економічних, технічних, санітарно-гігієнічних і організаційних заходів, що забезпечують безпеку, збереження здоров'я, працездатність людини в процесі праці.
Небезпечний виробничий чинник – це виробничий чинник, дія якого на працюючого в певних умовах приводить до травми або іншого раптового різкого погіршення здоров'я.
Таблиця 7.1
Небезпечні і шкідливі виробничі чинники
| Небезпечні і шкідливі виробничі чинники | Робоче устаткування | ССБТ, СНіП | |
| 1 | Недостатня освітленість робочого місця | ГОСТ 12.1.046 - 85 СНіП II - 4 - 79 "Природне і штучне освітлення" | |
| 2 | Підвищений рівень вібрації | Електродвигун | ГОСТ 12.1.012 - 90 "Вібраційна безпека" |
| 3 | Підвищений рівень шуму на робочому місці | Електродвигун | ГОСТ 12.1.030 - 81* СНіП III - 4 - 80* |
| 4 | Електричний струм | Електродвигун | ГОСТ 12.1.030 - 81* СНіП III - 4 - 80* |
Шкідливий виробничий чинник – це виробничий чинник, дія якого на працюючого в певних умовах приводить до захворювання або зниження працездатності, згідно з ССБТ ГОСТ 12.0002 - 74*.
При експлуатації стенду для випробування коробок передач необхідно розглянути всі небезпечні і шкідливі чинники при роботі стенду.
Всі небезпечні і шкідливі чинники що роблять вплив на роботу стенду представлені в таблиці 7.1.
Шумозащита при експлуатації стенду для випробування коробок передач додаткова не потрібна, оскільки робота електродвигуна при даних навантаженнях і решти приводу не супроводжується шумом з рівнем звукового тиску вище 40 дБ. Цей рівень порівняємо з рівнем звукового тиску звичної розмови.
7.2.2. Розробка інженерних рішень по обмеженню дій небезпечних виробничих чинників на оператора стенду для випробування коробок передач
При проходженні електричного струму через організм людини або дії електричної дуги виникають електротравми, які по ознац поразки діляться на електричні удари і травми.
У першому випадку відбувається поразка всього організму, особливо, його внутрішньої частини.
У другому – місцеве ураження шкіри, м'язів нших частин тіла.
Міжнародні комісії припускають обмежити час дії струмового захисту до 0,03 сек. Для струмів до 300 мА прийняти наступні чисельні значення:
1 сек. –65 мА;
0,7 сек. –75 мА;
0,5 сек. –100 мА;
0,2 сек. –250 мА.
На основі дослідження практичного досвіду можна прийняти допустимий інтервал часу проходження електричного ланцюга через тіло людини від 0,01 до 2 сек.
Для забезпечення безпеки при дотику до частин електроустановок, що не знаходяться під напругою встановлюють захисне заземлення.
Розглянемо розрахунок простого заземлюючого пристрою для установки з напругою до 1000 В.
Обчислення проводимо по методу допустимого опору розтіканню струму заземлювачів.
Опір розтіканню струму заземлюючого пристрою знаходимо з рівняння
 Ом;
Ом;
де![]() А-розрахунковий
струм замикання на землю.
А-розрахунковий
струм замикання на землю.
![]() Ом.
Ом.
Величина опору заземлення повинна складати 4 Ом. Отже, приймаємо додаткові заземлення.
Як штучне заглиблене заземлення викоРис. товуємо сталеві стрижні завдовжки l=2,5 м і діаметром d=0,05 м.
Стрижні закладаються вертикально в землю розміщуються в ряд. Між ними повинна бути відстань а:
![]() м.
м.
Стрижні h=0,75 м, що знаходяться на глибині, сполучені металевою смугою шириною b=0,05 м.
Визначаємо питомий опір групи по таблиці:
![]() ,
,
де![]() -питомий опір
грунту, одержане вимірюванням;
-питомий опір
грунту, одержане вимірюванням;
![]() -коефіцієнт
сезонності.
-коефіцієнт
сезонності.
![]() Ом×м.
Ом×м.
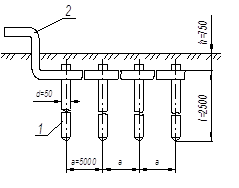
Рис.7.1. Заземляюче пристрій установки:
1 – вертикальні труби (заземлителі);
2 – заземляющий провідник з смуги.
Визначаємо глибину забивання заземлювачів до поверхні землі
![]() ,
,
деh-глибина заземлення стрижня від поверхні землі, м.
![]() м.
м.
Знаходимо опір одиночного вертикального стрижньового заземлення
 ,
,
деl-довжина стрижня, м;
a-зовнішній діаметр стрижня, м;
![]() -глибина закладки
стрижня (відстань від поверхні землі до середини стрижня), м;
-глибина закладки
стрижня (відстань від поверхні землі до середини стрижня), м;
rрасч. -удельноє розрахунковий опір грунту, Ом×м.
 Ом.
Ом.
Знаходимо кількість заземлень
 ,
,
де![]() -допустимий опір
замикаючого пристрою, Ом.
-допустимий опір
замикаючого пристрою, Ом.
![]() шт.
шт.
Опір вертикальних заземлювачів знаходимо по таблиці
 ,
,
деh-коефіцієнт використовування електродів.
 Ом.
Ом.
Визначаємо довжину сполучаючої смуги
![]() м.
м.
Визначаємо опір сполучаючої смуги
 ,
,
деh-глибина залягання смуги, м;
b-ширина смуги, м;
Ln-довжина смуги, м.
 Ом.
Ом.
Визначаємо результуючий опір розтіканню струму заземлюючого пристрою
Де q-коефіцієнт екранування між смугою і електродами визначаємо по довіднику.
 ,
,
Розрахунковий результуючий опір заземлюючого пристрою задовольняє вимогам ССБТ ГОСТ 12.1ю030 - 81*, СНіП - 4 - 80? І ПУЕ безпечним при експлуатації стенду.
7.2.3. Розробка інженерних рішень по обмеженню дій шкідливих виробничих чинників на оператора стенду для випробування коробок передач
7.2.3.1. Розрахунок освітленості по методу коефіцієнта використовування
Метод коефіцієнта використовування призначений для розрахунку загального рівномірного освітлення горизонтальних поверхонь за відсутності крупних заземляющих предметів.
При розрахунку по методу коефіцієнта використовування потрібний світловий потік ламп в кожному світильнику Ф знаходимо по таблиці:
 лм,
лм,
деЕн=50 лк-задана мінімальна освітленість;
А=15 м2-освітлювана площа;
z=1,1-коефіцієнт мінімальної освітленості для люмінесцентних ламп;
к=1,5-коефіцієнт запасу для ламп;
N=3 шт. -загальна кількість світильників;
h=0,35-коефіцієнт використовування світлового потоку.
 лм.
лм.
По СНіП II - 4 - 79 вибираємо тип і потужність ламп.
Приймаємо люмінесцентні лампи ЛП потужністю 40 Вт, терміном служби 1,2×104 ч і задовільного світловипромінювання.
7.2.3.2. Захист від вібрації.
Розрахунок числа гумових віброізоляторів для стенду, масою Q=127 кг, якій створюється зусилля в середньому 1100 Н
Віброїзолятори виготовлені у формі кубиків з поперечним розміром А (діаметр або сторони квадрата Н0=0,1 м, площа підстави F=0,01 м2) з гуми сорту 4049; динамічний модуль пружності Ед=10787,315 кПа. Заміряна частота обурюючої сили f0=50 Гц. Величину обурюючої сили РКЕ необхідно зменшити до 150 Н.
Враховуючи що, віброізолятори задовольняють вимозі
 .
.
Визначаємо жорсткість у вертикальному напрямі. Кz одного гумового віброізолятора
 кПа,
кПа,
де![]() -повна висота
гумового ізолятора.
-повна висота
гумового ізолятора.
 кПа,
кПа,
Оцінимо мінімальне відхилення частоти обурюючої сили до частоти власних коливань віброізольованого об'єкту
 ,
,
де![]() Н-навантаження
машини;
Н-навантаження
машини;
![]() Н-величина
обурюючої сили.
Н-величина
обурюючої сили.
 .
.
Визначаємо частоту власних коливань віброізолятора
 Гц.
Гц.
Загальна максимальна вертикальна жорсткість
 кН/м
кН/м
 кН/м.
кН/м.
З урахуванням жорсткості знаходимо необхідну кількість гумових віброізоляторів.
 .
.
Приймаємо nр=3.
Горизонтальна жорсткість гумового ізолятора з урахуванням модуля пружності
![]() кПа.
кПа.
 кПа.
кПа.
Вибираємо 3 гумових віброізолятора у формі куби з ![]() м.
м.
7.2.4. Ергономічні вимоги
При виконанні науково-дослідних робіт повинн бути дотримані загальні ергономічні правила до робочих місць (ГОСТ 12.2.032 - 78, ГОСТ 12.2.033 - 78) до устаткування (ГОСТ 12.2.049 - 80), розташування елементів робочого місця (ГОСТ 22269 - 76 і ГОСТ 21958 - 76), роботи з екраном монітора комп'ютера (ГОСТ 12.1.045 - 84, ГОСТ 12.1.006 - 84, ГОСТ 12.3.002 - 75).
Досліджуючи параметри роботи коробок передач на стенді оператори працюють в зонах досягаємості моторного поля людини (див. лист графічної частини) елементи робочого місця не перешкоджають виконанню управляючими діями і заходами. Засоби інформац (комп'ютер) розташовані відповідно до ергономічних вимог.
Для захисту людини від шкідливої д комп'ютера використовується захисний екран.
Захисний екран оберігає організм людини від шкідливої дії наступних чинників:
· електростатичні і низькочастотні електромагнітн поля на 100%;
· радіочастотне випромінювання монітора на 30%;
· відблисків на екрані монітора на 60-80%;
· рентгенівське випромінювання монітора.
Окрім екрану використовується іонізатор повітря, який нейтралізує випромінювання променевої трубки в приміщенні в цілому.
7.2.5. Пожежна безпека
У агрегатній ділянці пожежа найчастіше може відбутися через недотримання правил пожежної безпеки: куріння в заборонених місцях, короткого замикання в електропроводках і т.п.
За протипожежну безпеку САБ несе відповідальність його керівник (директор). З складу нженерно-технічних працівників керівник призначає відповідального за стан протипожежно роботи на підприємстві.
За протипожежну безпеку окремих служб, відділів, ділянок, складів і інших виробничих і службових приміщень відповідають особи, призначені наказом керівника. У їх обов'язок входить спостереження за справністю протипожежного устаткування, виконання протипожежних заходів.
Для пожежогасінні передбачені наступн протипожежні засоби: пожежне водопостачання, пінні і вуглекислотн вогнегасники, пісок.
ВИСНОВОК
У дипломному проекті на підставі виконаних розрахунків виробничої програми по ТО і ремонту рухомого складу автотранспортного підприємства підібрано високопродуктивне устаткування, визначені необхідні виробничі площі і виконане технологічне планування дільниц діагностики та ремонту двигунів внутрішнього згоряння, а також головного виробничого корпусу з урахуванням застосування прогресивних форм організац праці, так як вданому випадку дільницю діагностики і ремонту ДВЗ можна розглядати тільки в комплексі всього АТП.
Виконаний розрахунок електропостачання. Використовується трансформаторна підстанція з потужністю 160 кВА. Трансформатор підживлений від зовнішньої мережі 10 кВ.
Проведений економічний аналіз доцільност будівництва автотранспортного підприємства. Термін окупності капітальних вкладень – 1,6 роки, рентабельність підприємства 38%. Виявлена можливість додатково обслуговувати на проектованій дільниці автомобілі інших підприємств та приватних осіб на комерційній основі.
У конструкторській частині розроблена модернізація стенду для обкатки коробок передач. В результаті якої значно збільшена продуктивність стенду, підвищена якість обкатки, а отже, надійність довговічність коробок передач. Поліпшені умови обслуговуючого персоналу. Окрім того даний стенд можна використовувати і для холодної обкатки двигунів малої та середньої кубатури, як правило бензинових двигунів комерційних автомобілів.
У розділі безпеки життєдіяльності розроблен ергономічні вимоги для стенду, що модернізується, а також описані безпечн ергономічні умови праці.
СПИСОК ЛІТЕРАТУРИ
1. Напольській Г.М. "Технологічне проектування АТП і СТО" - М., Транспорт, 1985.
2. Навчальний посібник з технічного проектування підприємств автомобільного транспорту для студентів спеціальності 7.090.125 / Укладачі Дзига Л.М., Заренбін В.Г. – Д., ДІСІ, 1995.
3. Говорущенко Н.Я. "Технічна експлуатація автомобілів" До., Віща школа, 1984.
4. Положення про технічне обслуговування і ремонт рухомого складу автомобільного транспорту, М., Транспорт, 1988.
5. Матвєєв В.Г., Пустоваров С.Д. "Технічне нормування ремонтних робіт в сільському господарстві" - До., Колос, 1979.
6. Методичні вказівки до розробки технологічної карти механічної обробки деталей машин / укладачі Бабченко С.Л., Назарец В.С. – Д., ДІСІ, 1974.
7. Перекрестов А.В. "Задачі по об'ємному гідроприводу" - Д., ДІСІ, 1993.
8. Клейнер Б.С., Тараса В.В. "Технічне обслуговування і ремонт автомобілів. Організація і управління" - М., Транспорт, 1986.
9. Інструкція по організації і управлінню виробництвом технічного обслуговування і ремонту рухомого складу в автотранспортних підприємствах. – Міністерство автомобільного транспорту УРСР, До., 1977.
10. Короткий автомобільний довідник НІІАТ, Міністерство автомобільного транспорту РРФСР, - М., Транспорт, 1985.
11. Методичні вказівки по розрахунку електропостачання промислових підприємств, під редакцією Зоріна В.К., - Д., ДІСІ, 1995.
12. Методичні вказівки для виконання курсових робіт економічної частини дипломних проектів студентами спеціальності 7.090.215 "Автомобілі і автомобільне господарство" / Укладачі Іванов К.А., Клішевській В.Ю. – Д. ПГАСА, 1996.
13. Чернавській В.І. Курсовоє проектування деталей машин, - М., Машинобудування, 1987.
14. Богданов В.Н. і ін. Довідкове керівництво по кресленню, - М., Машинобудування, 1989.
15. Патент РФ RU 2150592 C1, МПК 7 F 02 В 79/00 Бюл. №16, 2000.
16. Автори: Бондаренко В.А., Абдрашитов Р.Т., Бондаренко Е.В., Дурнев К.Ф., Еріськін В. І., Маслєєв Р.В. .
17. Патент РФ RU 2261348 C2, МПК 7 F 02 B 79/00, бюл. №27 2005.
18. Автори: Філатов М.І., Подльовськіх А.П.
19. Патент РФ RU 2167401 C2, МПК 7 G 01 L 23/24, бюл. №14 2001.
20. Автори: Медведев Ю.С., Цибізов Е. І., Подчинок В.М., Савченко В.А., Подчинок Е.В., Невдах А.М.