
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Контрольная работа: Анализ технологии изготовления модуля сопряжения цифрового мультиметра с компьютером
Контрольная работа: Анализ технологии изготовления модуля сопряжения цифрового мультиметра с компьютером
АНАЛИЗ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ МОДУЛЯ СОПРЯЖЕНИЯ ЦИФРОВОГО МУЛЬТИМЕТРА С КОМПЬЮТЕРОМ
1 Технологическая характеристика модуля сопряжения как объекта автоматизированной сборки и монтажа
Модуль сопряжения цифрового мультиметра с компьютером удовлетворяет следующим требованиям:
- радиоэлектронный модуль является функционально законченным и его изготовление, а также электрический контроль, можно организовать на специализированном участке;
- все электрорадиоэлементы со штырьковыми выводами располагаются на печатной плате только с одной стороны для обеспечения возможности применения групповой пайки окунанием платы;
- число вариантов формовки выводов электрорадиоэлементов ограниченно: для элементов с цилиндрическими корпусами и осевыми выводами применяется П-образная формовка и установка на печатной плате без зазора, для конденсаторов и транзисторов применяется I-образная формовка, для элементов в корпусах DIP типа формовка не производится;
- конструкция модуля исключает применение прокладок между элементами и печатной платой, экранов и изоляционных трубок на корпусах и выводах элементов;
- конструкция модуля исключает применение дополнительных креплений элементов на печатную плату.
2 Технологическая характеристика модуля сопряжения как объекта автоматизированной сборки и монтажа
Типовой технологический процесс разрабатывается для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками. К типовому представителю группы изделий относятся изделие, обработка которого требует наибольшего количества основных и вспомогательных операций, характерных для изделий, входящих в эту группу. Типовой технологический процесс может применяться как рабочий технологический процесс или как информационная основа при разработке рабочего технологического процесса. Он уменьшает объём технологической документации без ущерба содержащейся в ней информации, создаёт возможность разработки групповых приспособлений и средств автоматизации, исключает грубых ошибок в нормировании материальных и трудовых затрат.
При разработке рабочего технологического процесса использован типовой технологический процесс, который состоит из следующей последовательности действий:
а) входной контроль электрорадиоэлементов;
б) лужение печатной платы;
в) промывка;
г) подготовка электрорадиоэлементов к монтажу;
д) установка элементов на плату;
е) флюсование;
ж) пайка узла;
з) контроль пайки;
и) ручная допайка;
к) промывка;
л) доустановка элементов на плату;
м) ручная допайка;
н) контроль функционирования.
|
|
|
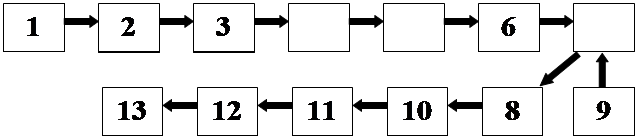
1 - входной контроль электрорадиоэлементов; 2 – лужение печатной платы; 3 промывка; 4 – подготовка элементов к монтажу; 5 – установка элементов на плату; 6- флюсование; 7 - пайка узла; 8 – контроль пайки; 9 – ручная допайка; 10 промывка; 11 – доустановка элементов на плату; 12 – ручная допайка; 13 контроль функционирования.
Рисунок 1.1 – Схема типового технологического процесса
3 Расчет показателей технологичности конструкции
Отраслевой стандарт ОСТ 4 ГО.091.219 предусматривает выбор состава базовых показателей. В число выбираемых должны включаться показатели, оказывающие наибольшее влияние на технологичность конструкции блоков.
Основным
показателем, служащим для оценки технологичности конструкции, является
комплексный показатель технологичности ![]() , определяемый с помощью базовых показателей по
формуле (1.1)
, определяемый с помощью базовых показателей по
формуле (1.1)
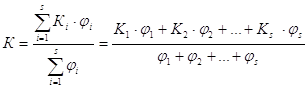 , (1.1)
, (1.1)
где: ![]() - значение базового показателя;
- значение базового показателя;
![]() - функция, нормирующая весовую
значимость показателя;
- функция, нормирующая весовую
значимость показателя;
![]() - порядковый номер показателя;
- порядковый номер показателя;
![]() - общее количество относительных
частных показателей.
- общее количество относительных
частных показателей.
В качестве базовых показателей технологичности выбираем показатели, приведенные в таблице 1.1.
Таблица 1.1 – Базовые показатели технологичности
| Порядковый номер в ранжировочной последовательности | Коэффициент | Обозначение |
|
| 1 | Использования микросхем и микросборок в блоке |
|
1,000 |
| 2 | Автоматизации и механизации монтажа |
|
1,000 |
| 3 | Механизации подготовки ЭРЭ |
|
0,750 |
| 4 | Механизации контроля и настройки |
|
0,500 |
| 5 | Повторяемости ЭРЭ |
|
0,310 |
| 6 | Применяемости ЭРЭ |
|
0,187 |
| 7 | Прогрессивности формообразования деталей |
|
0,110 |
Для расчета комплексного показателя технологичности необходимо определить базовые показатели приведенные в таблице 5.1.
Коэффициент использования микросхем и микросборок вычисляется по формуле (1.2):
![]() ,
(1.2)
,
(1.2)
где: ![]() - общее количество микросхем и микросборок в изделии, шт;
- общее количество микросхем и микросборок в изделии, шт;
![]() - общее количество электрорадиоэлементов, шт.
- общее количество электрорадиоэлементов, шт.
Подставив значения в формулу (1.2) получаем:
![]()
Коэффициент автоматизации и механизации монтажа рассчитывается по формуле (1.3):
![]() ,
(1.3)
,
(1.3)
где: ![]() - количество монтажных
соединений, которые могут осуществляться автоматизированным или
механизированным способом;
- количество монтажных
соединений, которые могут осуществляться автоматизированным или
механизированным способом;
![]() - общее количество монтажных
соединений.
- общее количество монтажных
соединений.
Рассчитаем коэффициент автоматизации и механизации монтажа:
![]() .
.
Коэффициент механизации подготовки электрорадиоэлементов вычисляем по формуле (5.4):
![]() ,
(1.4)
,
(1.4)
где: ![]() - количество
электрорадиоэлементов, шт., подготовка которых к монтажу может осуществляться
механизированным или автоматизированным способом.
- количество
электрорадиоэлементов, шт., подготовка которых к монтажу может осуществляться
механизированным или автоматизированным способом.
Подставив значения в формулу (1.4) получаем:
![]() .
.
Коэффициент механизации контроля и настройки вычисляем по формуле(1.5):
![]() ,
(1.5)
,
(1.5)
где: ![]() - количество операций контроля и
настройки, которые можно осуществлять механизированным или автоматизированным
способом;
- количество операций контроля и
настройки, которые можно осуществлять механизированным или автоматизированным
способом;
![]() - общее количество операций
контроля и настройки.
- общее количество операций
контроля и настройки.
Вычислим коэффициент механизации контроля и настройки по формуле(1.5):
![]() .
.
Коэффициент повторяемости электрорадиоэлементов рассчитываем по формуле (1.6):
![]() ,
(1.6)
,
(1.6)
где: ![]() - общее количество электрорадиоэлементов, шт;
- общее количество электрорадиоэлементов, шт;
![]() - общее количество типоразмеров электрорадиоэлементов
в изделии.
- общее количество типоразмеров электрорадиоэлементов
в изделии.
Подставив значения в формулу (5.6) получаем:
![]() .
.
Коэффициент применяемости электрорадиоэлементов рассчитываем по формуле (1.7):
![]() ,
(1.7)
,
(1.7)
где: ![]() - количество типоразмеров оригинальных электрорадиоэлементов в изделии.
- количество типоразмеров оригинальных электрорадиоэлементов в изделии.
Подставляя значения в формулу (1.7) получаем:
![]() .
.
Коэффициент прогрессивности формообразования деталей вычисляется по формуле (1.8):
![]() ,
(1.8)
,
(1.8)
где: ![]() - количество деталей, шт.,
заготовки которых или сами детали получены прогрессивными методами (штамповкой,
прессованием, литьем, пайкой, сваркой, склеиванием и др);
- количество деталей, шт.,
заготовки которых или сами детали получены прогрессивными методами (штамповкой,
прессованием, литьем, пайкой, сваркой, склеиванием и др);
![]() - общее количество деталей в изделии, шт.
- общее количество деталей в изделии, шт.
После подстановки значений в формулу (5.8) получаем:
![]() .
.
Подставляя значения рассчитанных базовых показателей технологичности в формулу (1.1) получаем:
![]()
Уровень технологичности конструкции блока определяется как отношение достигнутого показателя технологичности к значению базового по формуле (1.9):
![]() ,
(1.9)
,
(1.9)
где: КБ базовый показатель технологичности.
![]() .
.
В соответствии с ОСТ 4 ГО.091.219 полученный нормативный комплексный показатель технологичности подходит для установочной серии.
4 Выбор оборудования для производства модуля и расчет технико-экономических показателей поточной линии сборки
Для выбора оборудования для производства воспользуемся данными, приведенными в [7].
Для производства:
- распаковка электрорадиоэлементов производится вручную на светомонтажном столе СМ-2 – производительность 1000 шт/час;
- входной контроль осуществляется тестером CMS100 – производительность 360 шт/час;
- автомат формовки, обрезки и лужения выводов резисторов, диодов, транзисторов и конденсаторов УФТ 901 – производительность 800 шт/час;
- установка электрорадиоэлементов производится на светомонтажном столе Тройник-М” – число ячеек: для микросхем – 3, для электрорадиоэлементов – 10;
- пайка осуществляется окунанием платы в ванну с припоем на установке ТН 712, производительность 360 шт/час;
- очистка производится на установке УПИ 901, производительность 60 шт/час;
- функциональный контроль осуществляется устройством “Линза-11”, производительность 80 шт/час.
Рассчитаем такт выпуска каждого модуля, трудоемкость выполнения каждой операции, коэффициент загрузки оборудования.
Программу запуска изделия вычисляем по формуле (1.10):
![]() ,
(1.10)
,
(1.10)
где: ![]() - программа выпуска изделий, шт.;
- программа выпуска изделий, шт.;
![]() - коэффициент технологических потерь, принимается
равным 1,02.
- коэффициент технологических потерь, принимается
равным 1,02.
Подставляя значения в формулу (1.10) получаем:
![]()
Такт выпуска одного модуля определяем по формуле (1.11):
![]() ,
(1.11)
,
(1.11)
где: ![]() - годовой фонд времени, ч;
- годовой фонд времени, ч;
![]() - программа запуска изделий, шт.
- программа запуска изделий, шт.
Годовой фонд времени вычисляем исходя из следующих данных: количество рабочих дней в году – 250, рабочие работают в одну смену, продолжительность рабочего дня – 8 часов с 1 часом перерыва на обед. Следовательно годовой фонд времени составляет 1750 часов. Подставляя значения в формулу (1.11) получаем:
![]()
Трудоемкость операции сборки автомата определяется по формуле (1.12):
![]() ,
(1.12)
,
(1.12)
где: T0 – трудоемкость выполнения каждой операции для одного элемента;
n количество элементов, устанавливаемых на печатную плату при данной операции.
Трудоемкость выполнения каждой операции определяем по формуле (1.13):
![]() ,
(1.13)
,
(1.13)
где: P – производительность оборудования.
Коэффициент загрузки оборудования определяем по формуле (1.14):
![]() ,
(1.14)
,
(1.14)
где: КСН.Т – коэффициент снижения трудоемкости, принимаем равным 1;
КВ коэффициент выполнения норм времени, принимаем равным 1.
Результаты расчета показателей поточной линии сборки приведены в таблице 1.2.
Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт.
Таблица 1.2 – Результаты расчета показателей поточной линии сборки
| Операция | Оборудование | Производительность оборудования, шт/час | Трудоемкость, мин. |
Коэффициент загрузки оборудования зЗО |
| Распаковка ЭРЭ |
Светомонтаж- ный стол СМ-2 |
1000 | 1,2 | 0,01 |
| Входной контроль | Тестер CMS100 | 360 | 2,33 | 0,033 |
| Формовка выводов | Автомат формовки УФТ901 | 800 | 0,825 | 0,012 |
| Установка ЭРЭ | Светомонтаж-ный стол Тройник-М” | 900 | 1,33 | 0,019 |
| Пайка | Установка ТН712 | 360 | 3,33 | 0,049 |
| Очистка | Установка УПИ901 | 60 | 20 | 0,29 |
| Функциональный контроль | Установка “Линза-11” | 80 | 15 | 0,22 |
Литература
1 Технология и автоматизация производства РЭА: Учебник для вузов/Под ред. А.П.Достанко.-М.:Радио и связь, 1999.
2 Технология производства ЭВМ – Достанко А.П. и др.:Учеб.-Мн.:Высшая школа, 2004.
3 Технологічне оснащення виробництва електронних обчислювальних засобів: Навч. Посібник/М.С.Макурін.-Харків: ХТУРЕ,2006.
4 Автоматизация и механизация сборки и монтажа узлов на печатных платах/А.В.Егунов, Б.Л.Жожомани, В.Г.Журавский, В.В.Жуков; под ред. В.Г.Журавского. -М.:Радио и связь,1988.
5 Гибкая автоматизация производства РЭА с применением микропроцессоров и роботов. – Ю.В. Иванов, Н.А. Лакота; -М.:Радио и связь,1988.