
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Курсовая работа: Технология изготовления цемента на предприятии ЗАО "Белгородский цемент"
Курсовая работа: Технология изготовления цемента на предприятии ЗАО "Белгородский цемент"
Введение
В течение многих лет производство цемента базировалось на мокром способе, при котором сырье перерабатывается совместно с водой, в результате чего получают шлам влажностью от 36 до 40%. Для испарения этой влаги при обжиге затрачивается до 3000 кДж/кг клинкера и общий расход условного топлива составляет 220-230 кг 1 т цементного клинкера. Мокрый способ производства цемента в свое время время получил широкое распространение благодаря сравнительной простоте технологических процессов, особенно при приготовлении однородной сырьевой шихты заданного состава.
В последнее время в цементной промышленности преимущественно применяется сухой способ производства, при котором сырье с естественной влажностью перерабатывается без добавления воды. Широкое распространение этот способ получил на большинстве зарубежных предприятий. Расход условного топлива на обжиг клинкера по этой технологии значительно ниже и составляет 120…140 кг на тонну. В России доля заводов, работающих по сухому способу невелика и не превышает 15%.
Каждый из способов имеет свои преимущества и недостатки. При мокром способе производства снижаются затраты электроэнергии на помол, транспортирование и усреднение сырьевой смеси. Главным недостатком мокрого способа производства является повышенный расход топлива.
При сухом способе снижается расход топлива и увеличивается производительность печей. Однако при сухом способе производства значительно возрастает потребление электроэнергии, а также предъявляются более жесткие требования к составу сырья. В частности из-за опасности образования настылей в циклонных теплообменниках ограничивают содержание в сырье щелочей и хлора.
Наличие у каждого из способов приемуществ и недостатков привело к тому, что оба способа производства развивались параллельно. Преобладание того или иного способа производства определялось технико-экономическими особенностями развития промышленности в разных странах.
Промежуточное положение между двумя этими способами занимает комбинированный или полусухой способ производства портландцементного клинкера. По этому способу сырье готовится по «мокрой» технологии, затем обезвоживается в вакуум-фильтрах или камерных пресс-фильтрах до влажности 20% а затем оставшийся кек сушится и измельчается в сушилке-дробилке и обжигается в длинной или же в короткой печи с запечными теплообменниками.
При применении такого способа значительно снижается расход топлива на обжиг портландцементного клинкера, а также возрастает производительность печи.
Применение этого способа можно рассматривать как вариант реконструкции заводов, работающих по мокрому способу (при этом реконструкции подлежит только цех обжига).
В работе рассматривается возможность применения варианта реконструкции Белгородского цементного завода на комбинированный способ производства, с целью экономии топлива.
1. Технико-экономическое обоснование
Город Белгород является одним из крупнейших индустриальных центров России, в котором находится более пятидесяти крупных предприятий. На базе значительных запасов полезных ископаемых мела, глины, песка, осзданы крупные предприятия производства строительных материалов. ЗАО «Белгородский цемент» является одним из крупнейших производителей цемента в России. Завод имеет семь технологических линий, которые работают по мокрому способу. Завод выпускает высокомарочные цементы, что обусловлено уникальной по однородности сырьевой базе. Продукция БЦЗ широко известна в нашей стране и за рубежем.
Разработка и добыча сырья производится в собственных карьерах.
Месторождения мела «Полигон» и глины «Черная поляна» разведаны в 1956-1957 гг. За счет расширения карьера перспективы увеличения запасов мела имеются к северу от разведанного участка. Карьер мела находится на расстоянии 4 км от завода. Разработка ведется 3-мя рабочими горизонтами 146, 125 и 133 м с высотой забоя от 5 до 12 м. Доставка мела осуществляется железнодорожным транспортом.
По химическому составу меловые толщи довольно однородны - как в вертикальном, так и в горизонтальном направлениях. Средневзвешенный химический состав мела приведен в таблице 1.1.
Таблица 1.1
Химический состав сырьевых компонентов (%).
| Компонен-ты |
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
SO3 |
R2O |
ППП | Проч |
| Мел | 1,32 | 0,59 | 0,06 | 55,05 | 0,27 | - | - | 42,35 | 0,36 |
| Глина | 64,04 | 15,59 | 5,61 | 1,88 | 1,35 | 0,07 | 1,57 | 9,60 | 0,29 |
| Огарки | 15,64 | 2,61 | 76,08 | 1,60 | 1,21 | 2,46 | - | - | 0,4 |
Запасы глин полностью обеспечивают потребность завода в сырье и перспективы увеличения запасов имеются также к северу от разведанной площади. Карьер глины «Черная поляна» расположен на расстоянии 12 км от завода. Разработка ведется одним уступом. Вскрышные работы выполняют с апреля по октябрь с помощью бульдозеров и скреперов. Доставка глины на территорию завода осуществляется гидротранспортом.
Вскрышные породы представлены почвенно-растительным необводненным слоем толщиной 0,3-0,8 м.
Химический состав глины представлен в таблице 1.1.
Огарки поставляются с Новолипецкого металлургического завода железнодорожным транспортом. Химический состав огарков представлен в таблице 1.1
Конкуренция, финансово-экономические соображения и просто стремление «выжить» вынуждают цементные заводы заниматься техническим и технологическим совершенствованием производства, поэтому первоначальными задачами цементных заводов являются уменьшение расхода топлива и электроэнергии.
Проблема снижения энергопотребления на 20-50% при измельчении мягких сырьевых материалов может эффективно решаться при использовании валкового помола: пресс-валковых измельчителей, валковых и тарельчато-валковых мельниц вместо устаревших трубных мельниц.
Уменьшение расхода топлива может быть достигнуто:
1) введением разжижителей в сырьевой шлам с целью снижения исходной влажности шлама;
2) применением выгорающих добавок в сырье для замены части топлива;
3) реализация следующей технологической схемы: подача 30% шлама с нормальной влажностью (36-40%) с загрузочного конца печи (это необходимо для сохранения пылеулавливающей способности цепной завесы в ее «холодной зоне»), а остальные 70% шлама, предварительно обезвоженного механическим способом до влажности 19-22%, подавать через периферийное загрузочное устройство в печь в район цепной завесы, соответсвующий этой влажности шлама. В результате суммарное влагосодержание шлама на входе в печь по всей его массе может уменьшиться с 36-40% до 26-30%. Это позволит снизить удельный расход тепла на обжиг клинкера в среднем с 6500 до 5000 кДж/кг клинкера, что соответствует экономии 50 кг условного топлива на тонну клинкера. В пересчете на 1 млн. тонн клинкера стоимость сэкономленного топлива будет приблизительно равна 14 млн. рублей. при этом не учитывается возможный эффект от повышения производительности печей.
4) применением комбинированного способа производства. Этот способ компенсирует все недостатки, которые присущи мокрому и сухому способам производства портландцемента. Экономия топлива может достичь до 40-45%. При этом производительность печи увеличивается на 50-60% по сравнению с мокрым способом производства и расход электроэнергии не превышает 110-150 кВтч/т клинкера.
В ходе предварительного исследования фильтрации шлама Белгородского цементного завода было установлено, что сырьевая смесь фильтруется до остаточной влажности 20% и удовлетворяет требованиям комбинированного способа производства. Химический анализ фильтрата показал незначительное содержание в нем щелочей (0,00067%) и хлоридов (0,03%), что позволяет использовать фильтрат для приготовления сырьевой смеси.
Таким образом, наиболее приемлемым вариантом реконструкции Белгородского цементного завода является применение комбинированного способа.
2. Разработка технологической схемы
2.1 Физико-химические процессы и мероприятия по
интенсификации технологических процессов
Проектом предусматривается реконструкция технологической схемы мокрого способа на комбинированный. При реконструкции весь сырьевой передел остается без изменений.
Сырье (мел, глина и огарки) измельчается в мельнице мокрого самоизмельчения «Гидрофол», затем домалывается в шаровой мельнице. В вертикальных бассейнах выполняется порционное корректирование шлама и готовый шлам хранится в горизонтальных шлам-бассейнах.
При комбинированном способе производства во вращающуюся печь, вместо традиционного шлама предлагается подавать кек влажностью 20%, полученный после обезвоживания шлама в пресс-фильтрах, установленных при проведении реконструкции.
Одним из важнейших показателей для реконструкции производства цемента с переводом его на комбинированный режим, является фильтруемость шлама, т.е. способность шлама отдавать воду при механическом обезвоживании. Различают легкофильтруемые, средне- и труднофильтруемые шламы. При изучении шлама Белгородского цементного завода был проведен опыт по фильтруемости шлама на лабораторной установке пресс-фильтрации. Для сравнения взяты данные по фильтруемости шлама Себряковского цементного завода, на котором уже более восьми лет на технологической линии № 8 применяется комбинированный способ производства. Время фильтрации шлама белгородского цементного завода на 8-10 секунд больше, чем у себряковского. Влажность коржа при давлении Р=0,6 МПа составила 23%. Это показывает, что шлам Белгородского цементного завода подходит для комбинированного способа производства портландцементного клинкера.
Фильтруемость шлама можно повысить несколькими способами:
1) загрубить помол шлама;
2) поднять температуру шлама до 45-60 оС;
3) добавлять вещества, улучшающие фильтруемость шлама (например Ca(OH)2).
Наиболее приемлимым в данном случае оказывается третий вариант, так как загрубив помол мы нарушаем технологический процесс на линиях 1-5 (мокрый способ производства); повышать температуру шлама до 40-50 градусов – задача нереальная из-за огромного потребления горячей воды.
Лучший выход - использование пыли электрофильтров, содержащих СаОсв. Тогда технологическая схема процесса будет несколько изменена. Некоторое количество пыли электрофильтров отбирается и смешивается с водой или фильтратом. При этом свободная известь гидратируется (СaO+H2O=Ca(OH)2) и полученный раствор подается в накопительную емкость для шлама, установленную в цехе пресс-фильтрации. Влажность шлама в этом случае, конечно, повысится, но вместе с этим возрастет и его фильтруемость.
Данный способ позволяет снизить энергозатраты и, в конечном итоге, себестоимость производимой продукции.
Шлам, влажностью 40% поступает в пресс-фильтры, где обезвоживается до влажности 20%, а затем транспортерами подается в сушилку-дробилку, где происходит процесс сушки (до W=1%) и дробление материала. В сушилку-дробилку подаются газы, выходящие из циклона II ступени, имеющие температуру около 530оС.
Из сушилки-дробилки сырьевая смесь (W=1%) подается в осадительный циклон, где происходит только осаждение материала.
Из осадительного циклона сырьевая смесь поступает в газоход между циклонами I и II ступени, и с отходящими газами из циклона I ступени попадает в циклон II ступени. Здесь происходит выход оставшейся физической влаги (W=1%) и при температуре материала 450 - 500 °С из глинистых минералов удаляется кристалло-химическая вода и происходит разложение глинистых. Свободная СаО практически отсутствует, т. к. она сразу же вступает во взаимодействие с кислотными оксидами с образованием промежуточных соединений.
1) Удаление кристаллизационной воды
2SiO2·Al2O3·2H2O → 2SiO2·Al2O3+2H2O
2) Разложение глинистого минерала
2SiO2·Al2O3 → 2SiO2+Al2O3
Из циклона II ступени дегидратированная сырьевая смесь подается в декарбонизатор, где сначала протекает термическое разложение карбоната магния и кальция по схемам
MgCO3 → MgO+CO2↑
СаСОз → СаО+СO2↑
SiO2 + СаСОз → CaSiO2 + СO2↑
При температуре материала 850 - 1100оС завершается диссоциация карбонатов кальция и магния, в результате появляется значительное количество свободного окида кальция. При этих температурах скорость декарбонизации СаСОз превышает скорость связывания СаО в соединения.
В декарбонизаторе обеспечивается разложение 80% карбоната кальция, затем сырье поступает в циклон I ступени и оттуда в печь, где завершается декарбонизация.
Максимальное содержание свободной СаО в материале обычно приходится на конец зоны декарбонизации. В зоне декарбонизации в результате твердофазового синтеза происходит процесс укрупнения пылевидных частичек смеси, приводящий при дальнейшем повышении температуры к превращению всего порошкообразного материала в зерна клинкера.
В результате декарбонизации СаСО3 в гранулах материала развивается пористость, что замедляет процессы синтеза минералов и рекристаллизацию структуры их кристаллов. В зоне декарбонизации образуются низкоосновные соединения оксидов кальция, кремния, алюминия и железа. Процессы образования низкоосновных соединений протекают по механизму твердофазовых процессов. Ускорителями твердофазовых процессов являются микросплавы:
Na2CO3·CaCO3; NaCl·CaCO3; Na2SO4·CaCO3
Температура газопылевой смеси в декарбонизаторе и системе циклонных теплообменников не должна превышать 1000…1100 оС, ввиду опасности частичного плавления и образования “настылей” на внутренней поверхности газоходов.
В зоне экзотермических реакций (1200 -1350 °С) осуществляется образование минералов: основных количеств C4AF и C2S, завершается процесс твердофазового спекания материала. Количество свободной извести в материале уменьшается, количество связанной SiO2 приближается к максимуму. Связывание СаО осуществляется минералами низкой степени насыщения известью СА, CS, С5А3 с образованием соединений высокой основности (C2S, С3А, C4AF) и равновесного состава. Образуются твердые растворы NС8А3, КС8А3, КС23S12, C3S. Оксид магния представлен крупными кристаллами периклаза. В конце зоны в минерале образуется эвтектический расплав. Материал уже агрегирован в гранулы размером 2 -10 мм, окраска материала изменяется из светло -коричневого в светло-серую вследствии связывания Fе2О3 в соединения.
В зоне спекания (1350 -1450 -1350 °С) происходит частичное плавление материала. В состав жидкой фазы переходят минералы: С3А, С5А3, C2F, C4AF, все легкоплавкие примеси сырьевой смеси и MgO; в твердом состоянии остаются C2S, СаО и образовавшиеся на низкотемпературной стадии кристаллы C3S. В этой зоне СаО связывается практически полностью.
C2S+CaO→C3S
В
зоне охлаждения (1350 - 1100 °С) часть жидкой фазы клинкера кристаллизуется,
выделяя такие минералы, как С3А, C4AF,
C2S,
MgO и в небольшем количестве C3S,
а часть ее затвердевает в виде стекловидной фазы. В случае медленного
охлаждения высокобелитовых клинкеров наблюдается явление рассыпания их в
порошек в результате превращения ![]() -C2S
в
-C2S
в ![]() -C2S.
Термической закалкой клинкеров, т. е. быстрым охлаждением предотвращают этот
распад.
-C2S.
Термической закалкой клинкеров, т. е. быстрым охлаждением предотвращают этот
распад.
В дальнейшем клинкер выгружается в колосниковый холодильник для охлаждения.
Охлажжденный клинкер транспортером подается на клинкерный склад, а затем грейферным краном, вместе с добавками, подается на помол.
Помол на заводе производится как по открытому, так и по замкнутому циклу. Предпочтение следует отдать замкнутому циклу, при котором эффективность помола значительно выше.
2.2 Обоснование способа производства
На Белгородском цементном заводе используется сырье с высокой естественной влажностью, поэтому реконструкция завода с переходом на сухой способ здесь нецелесообразна. Лучшим вариантом является перевод завода на комбинированный способ производства.
На Белгородском цементном заводе установлены 7 технологических линий, работающих по мокрому способу. Из них 5 линий с печами 4х150 м и две - 4,5х170 м.
Проектом предлагается реконструкция БЦЗ, направленная на снижение расхода топлива на обжиг портландцементного клинкера и состоит в следующем:
- для обезвоживания шлама необходимо построить: цех пресс-фильтрации, оснащенный семью пресс-фильтрами СМЦ-121 производительностью 70 т/цикл, дополнительными бассейнами для хранения шлама, расходными бункерами для хранения кека и емкостью для сбора фильтрата.
- реконструкции подлежат две печи 4,5х170 м (технологические линии №6 и №7), которые предполагается укоротить до размера 4,5х100 м. В качестве запечных теплообменников предполагается использовать циклонные теплообменники, состоящие из осадительного циклона, циклонов I и II ступени и декарбонизатора «Пироклон-R». Для сушки кека необходимо использовать сушилку-дробилку, работающую на отходящих газахиз циклонов. В виду того, что производительность печей при реконструкции возрастает, предполагается замена установленных колосниковых холодильников КС-50 на холодильник СМЦ-88.
По проекту реконструкции две печи 4х150 м (технологические линии №1 и №5 предполагается законсервировать для возможного дальнейшего использования при возможных остановках реконструированных технологических линий №6 и №7.
2.3 Описание технологической схемы производства
Технологическая схема производства портландцементного клинкера на БЦЗ после реконструкции построена следующим образом:
Мел из карьера (W>25%) доставляется железнодорожным транспортом (думпкарами) на сырьевой склад. Глина на карьере размучивается (до W=53%) в глиноболтушках и насосом перекачивается в вертикальные шлам-бассейны. Огарки на склад доставляются железнодорожным транспортом.
Мел и огарки пластинчатым питателем подаются в мельницу мокрого самоизмельчения «Гидрофол». Туда же подается вода, разжижитель ЛСТ и глиняный шлам. Из «Гидрофола» грубомолотый шлам (фракция не более 20 мм) поступает в мельницу домола. Готовый шлам поступает в вертикальные корректировочные бассейны, где путем смешения с глиняным шламом производится корректировка титра шлама до 76,5. Откорректированный шлам (W=40%) хранится в горизонтальных бассейнах (4 бассейна общей емкостью 51000 м3). Шлам насосами 6ФШ-7а производительностью 250 тн/час из существующих горизонтальных шламовых бассейнов перекачивается в расходные емкости в отделение фильтр-прессов с предварительным грохочением для отделения включений более 3-х мм. Надситовый продукт возвращается в горизонтальные шламбассейны.
Шлам из указанных емкостей шламовыми насосами подается для заполнения прессфильтров и аэроэжекторных баллонов до определенного уровня и затем они отключаются. После этого в аэроэжекторные баллоны подается воздух давлением 25 атм. Этим давлением осуществляется процесс фильтрации, при котором фильтрат по наклонному ленточному транспортеру под пресс-фильтром собирается в емкость, из которой перекачивается в сырьевое отделение для приготовления шлама.
После окончания процесса фильтрации пресс-фильтр продувается сжатым воздухом для удаления остатков шлама: из подводящего трубопровода и канала прессфильтра и последний при помощи специального механизма начинает разгружаться через разгрузочную воронку и ленточный транспортер в бункер для кека.
Оставшийся фильтрат возвращается в «Гидрофол» для приготовления шлама.
Кек влажностью 20% от одного или нескольких бункеров в заданных весовым устройством ленточного транспортера количествах через качающуюся течку и трехшлюзовый затвор подается в сушилку-дробилку, куда так же подаются горячие газы от второй ступени циклонного теплообменника с температурой до 600°С. Получющаяся сырьевая мука выносится из сушилки-дробилки в осадительный циклон, где отделяется от газов и через ячейковый питатель направляется в циклонный теплообменник и далее в декарбонизатор. Возврат пыли от электрофильтров печи осуществляется при помощи пневмовинтового насоса.
В декарбонизатор предусмотрена подача третичного воздуха из колосникового холодильника. Сырье, декарбонизированное на 80%, обжигается во вращающейся печи 4,5х100 м.
Предусмотрен следующий режим работы: печь работает с производительностью 2150 т/сутки, 74% топлива сжигается в декарбонизаторе, 26% в печи, питание печи сырьевой мукой в основном режиме с сушилкой-дробилкой, расход тепла 955 ккал/кг.кл
Клинкер с температурой 1100о С охлаждается в колосниковом холодильнике до температуры 80-100о С, а затем клинкерным транспортером подается на клинкерный открытый склад.
С клинкерного склада грейферным краном клинкер и гипс подается в цех помола.
Затем готовый цемент пневмовинтовыми и пневмокамерными насосами транспортируется по цементопроводу в цементные силосы.
Для хранения готовой продукции на заводе имеются 22 силоса, обеспечивающие хранение более 70 тыс. тонн цемента. Продукция потребителям отправляется в специализированных железнодорожных вагонах и автоцементовозах. Тарирование цемента в бумажные мешки по50 или 20 кг производится карусельными машинами. Подача цемента в ОАО «Белаци» производится пневмотранспортом по цементопроводу.
3. Материальный баланс завода
3.1 Расчет сырьевой смеси
Расчет сырьевой смеси выполнен с использованием ПЭВМ и программы «ШИХТА».
3.2 Режим работы цехов и завода - ППР
Номинальный фонд рабочего времени
Таблица 3.2.1
| №пп | Цехи | Время работ в | |||||||
| Смену | Сутки | Неделю | Год | ||||||
| Час | Смена | Час | Сутки | Час | Сутки | Час | |||
| 1. | Карьер | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
| 2. | Транспортный | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
| 3. | Грубого измельчения сырья | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
| 4. | Помола сырья | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
| 5. | Цех пресс-фильтрации | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
| 5. | Обжиг | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
| 6. | Помола цемента | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
| 7. | Отгрузка | 12 | 2 | 24 | 7 | 168 | 365 | 8760 | |
Таблица 3.2.2 Время простоя и работы основного технологического оборудования
| № пп | Наименование оборудования | Рем цикл (РЦ), год | Межремонтный период, мес. | Время ремонта х число ремонтов за РЦ, сутки х число | Простои, час | Время работы в год, час | Ки | |||||||||||
|
На ремонт |
Режимные | Об-щие | ||||||||||||||||
| К2 | Т1 | Т2 | К1 | ПТО | К2 | Т1 | Т2 | К1 | ПТО | РЦ | Год | Год | Год | |||||
| 1. | Экскаваторы | 4 | 48 | 3 | 12 | - | 1 | 25х1 | 4х12 | 12х3 | - | 1х32 | 3384 | 846 | 4848 | 5694 | 3006 | 0,35 |
| 2. | Глиноболт. | 2 | 24 | 3 | - | - | 1 | 6х1 | 3х7 | - | - | 0,3х16 | 776 | 388 | 488 | 876 | 7884 | 0,9 |
| 3. | Мельница «Гидрофол» | 4 | 48 | 4 | 12 | - | 1 | 8х1 | 4х8 | 7х3 | - | 0,3х36 | 1872 | 468 | 1284 | 1752 | 7008 | 0,8 |
| 4. | Мельницы мокрого помола сырья | 4 | 48 | 4 | 12 | - | 1 | 8х1 | 3х8 | 6х3 | - | 0,3х36 | 1488 | 372 | 1204 | 1576 | 7184 | 0,82 |
| 5. | Сушилка-дробилка | 5 | 60 | 5 | 10 | 20 | 1,7 | 38х1 | 11х6 | 15х3 | 25х2 | 3х24 | 6504 | 1300 | - | 1300 | 7460 | 0,85 |
| 6. | Пресс-фильтр | 2 | 24 | 3 | - | - | 1 | 15х1 | 3х7 | - | - | 0,25х36 | 1920 | 960 | 2544 | 3504 | 5256 | 0,6 |
| 5. | Печи вращающиеся | |||||||||||||||||
| 4,0 х 150 | 7 | 84 | 7 | 14 | 28 | 2,3 | 23х1 | 9х6 | 13х3 | 22х2 | 1х24 | 5496 | 785 | - | 785 | 7975 | 0,91 | |
| 4,5 х 100 | 5 | 60 | 5 | 10 | 20 | 1,7 | 38х1 | 11х6 | 15х3 | 25х2 | 3х24 | 6504 | 1300 | - | 1300 | 7460 | 0,85 | |
| 6. |
Сушилка Реакторная |
2 | 48 | 4 | - | - | 1 | 5х1 | 2х8 | - | - | 0,3х27 | 992 | 496 | 818 | 1314 | 7446 | 0,85 |
| 7. | Мельницы цементные | 4 | 48 | 3 | 12 | - | 0,25 | 10х1 | 3,5х12 | 7х3 | - | 0,3х176 | 3160 | 790 | 786 | 1576 | 7184 | 0,82 |
3.3 Расчет материального баланса по цехам и заводу
3.3.1 Расчет выпуска продукции по видам цемента
Определяется годовая выработка продукции:
1. Расчет мощности завода по клинкеру
![]()
а) по комбинированному способу:
![]() =1340280 т/год
=1340280 т/год
б) по мокрому способу:
![]() =789188,4 т/год
=789188,4 т/год
Общая мощность по клинкеру составит:
![]()
![]() =2129468,4 т/год
=2129468,4 т/год
2. Расчет потери клинкера
![]()
Учет производственных потерь:
- потери сырьевых материалов принимаются суммарно по всему переделу переработки сырья (кроме карьера) в количестве 0,5% и учитываются при расчете удельного расхода сырья;
- потери цемента принимаются 0,5%, клинкера – 0,5%; добавок и гипса – 1%.
![]() =10647,342 т/год
=10647,342 т/год
3. Клинкер в составе цемента
![]()
![]() =2118821,058
т/год
=2118821,058
т/год
4. Выработка цемента помольным цехом:
На БЦЗ выпускается цемент марок ПЦ-500-Д0, ПЦ-400-Д20 и цемент для АЦИ; доля выпуска каждого соответственно – 55, 29 и 16%.
а) всего

 =2402291,449
=2402291,449
т/год
б) по видам
![]()
![]() - для ПЦ-500-Д0
- для ПЦ-500-Д0
![]() - для
ПЦ-400-Д20
- для
ПЦ-400-Д20
![]() - цемент для
АЦИ
- цемент для
АЦИ
5. Производительность завода по цементу:
а) всего
%Пц=0,5%
![]() т/год
т/год
б) по видам
![]()
![]() т/год - для
ПЦ-500-Д0
т/год - для
ПЦ-500-Д0
![]() т/год - для
ПЦ-400-Д20
т/год - для
ПЦ-400-Д20
![]() т/год – цемент
для АЦИ
т/год – цемент
для АЦИ
6. Потери цемента:
![]()
![]() т/год
т/год
7. Добавки, вводимые в цемент:
а) по видам цемента
![]()
![]() т/год - для
ПЦ-500-Д0
т/год - для
ПЦ-500-Д0
![]() т/год - для
ПЦ-400-Д20
т/год - для
ПЦ-400-Д20
![]() т/год – цемент
для АЦИ
т/год – цемент
для АЦИ
б) всего
![]()
![]() т/год
т/год
Таблица 3.3.1 Выработка цемента по видам
| Вид цемента | Расход материалов, т/год | Кол-во цемента, т/год | ||||||
| Клинкер | Гипс | Шлак | ЛСТ | ТЭА | Помола | Завода | ||
| Обжига | Помола | |||||||
| ПЦ500-Д0 | 1171207,62 | 1165351,582 | 79275,618 | - | 1321260,297 | 1314653,996 | ||
| ПЦ400-Д20 | 617545,836 | 614458,107 | 41799,871 | 139332,904 | 696664,52 | 693181,198 | ||
| ПЦ для АЦИ | 340714,944 | 339011,369 | 23061,998 | - | 384366,632 | 382444,798 | ||
| Итого | 2129468,4 | 2118821,058 | 144137,487 | 139332,904 | 3092 | 1201 | 2402291,449 | 2390279,992 |
Таблица 3.3.2 Расход сырьевых материалов
| № п/п | Материалы | Размер-ности | На 1 тонну клинкера | По цехам в год | |||||||||
| Теоре-тичность | Дей-ствит. | Естес влажн. | Обжиг | Сырьевой | Трансп. | Карьер | |||||||
| Сух. | Влаж. | Сух. | Влаж. | Сух. | Влаж. | Сух. | Влаж. | ||||||
|
В млн. тонн или м3 |
|||||||||||||
| 1. | Компоненты | ||||||||||||
| Мел | т | 1,19 | 1,194 | 1,604 | 2,400 | 3,226 | 2,405 | 3,233 | 2,412 | 3,242 | 2,412 | 3,242 | |
| Глина | т | 0,3 | 0,3 | 0,38 | 0,603 | 0,763 | 0,604 | 0,765 | 0,606 | 0,767 | 0,606 | 0,767 | |
| Огарки | т | 0,04 | 0,044 | 0,047 | 0,089 | 0,094 | 0,089 | 0,094 | 0,089 | 0,095 | - | - | |
| 2. | Вода |
м3 |
0,98 | 0,49 | - | - | 0,984 | - | 0,986 | - | - | - | - |
| 3. | Сырьевая смесь | т | 1,53 | 1,538 | 2,031 | 3,092 | 4,083 | 3,098 | 4,092 | 3,107 | 4,104 | - | - |
| 4. | Шлам |
т м3 |
- |
2,52 1,57 |
- | - |
5,068 3,167 |
- |
5,078 3,174 |
- |
5,093 3,183 |
- | - |
3.3.2 Удельный расход сырьевых материалов
1. Теоретический расход сухого сырья:
 т/ткл
т/ткл
2. Действительный расход сухого сырья:
%Пс=0,5%
3. Действительный расход отдельных сухих компонентов:
![]()
![]() 4 т/ткл
4 т/ткл
![]() 0 т/ткл
0 т/ткл
![]() 4 т/ткл
4 т/ткл
4. Расход компонентов с естественной влажностью:
Wмел = 25,85%
Wглина = 20,98%
Wогарки = 14,55%
 т/ткл
т/ткл
 т/ткл
т/ткл
 т/ткл
т/ткл
5. Расход сырьевой смеси с естественной влажностью:
![]()
![]() т/ткл
т/ткл
6. Естественная влажность сырьевой смеси:

7. Количество воды в сырье при естественной влажности:
 т/ткл
т/ткл
8. Количество воды в шламе:
![]() т/ткл
т/ткл
9. Расход воды на приготовление шлама:
![]()
![]() т/ткл
т/ткл
![]() т/ткл
т/ткл
![]()
![]() т/ткл
т/ткл
10. Расход шлама:

![]() =1,6 т/м3
=1,6 т/м3
![]() т/ткл
т/ткл
 м3/ткл
м3/ткл
11. Расход кека:
![]() т/ткл
т/ткл
3.3.3 Расчет производительности цехов
Годовая потребность цеха обжига в сырье:
1. Сухое сырье:
![]()
![]() т/год
т/год
2. Сухие сырьевые компоненты:
![]()
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
3. Сырье с естественной влажностью:
![]()
![]() т/год
т/год
4. Компоненты с естественной влажностью:
![]()
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
5. Вода:
![]()
![]() т/год
т/год
6. Шлам:
![]()
![]() т/год
т/год
![]()
![]() м3/год
м3/год
3.3.4 Годовая потребность сырьевого цеха
Потери сырьевых материалов принимаются суммарно по всему переделу переработки сырья (кроме карьера) в количестве 0,5%.
1. Измельчение сырья:
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
2. Потребная производительность транспортных средств при перевозке в год с учетом потерь при перевозке:
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
![]() т/год
т/год
3.3.5 Потребная производительность цехов
Таблица 3.3.3
| Цех | Материал |
Влажность, % |
Производительность | ||||
| Годовая, млн. т | Месячая, т | Недельная, тыс. т | Суточная,т | Часовая, т | |||
| Карьер | Мел | 25,85 | 3,242 | 270000 | 62175 | 8882 | 370 |
| Глина | 20,98 | 0,767 | 64000 | 14710 | 2101 | 88 | |
| Транспортный | Сырье | 24,3 | 4,104 | 342000 | 78707 | 11244 | 468 |
| Грубого измельчения | Сырье | - | 3,098 | 258000 | 59414 | 8488 | 353 |
| Помол сырья | Сырье | - | 3,092 | 257000 | 59299 | 8471 | 353 |
| Шлам | 39% | 5,078 | 423000 | 97386 | 13912 | 580 | |
| Обжиг | Клинкер | - | 2,119 | 177000 | 40638 | 5805 | 242 |
| Сушильный | Добавки | - | 0,283 | 24000 | 5427 | 775 | 32 |
| Помольный | Цемент | - | 2,4 | 200000 | 3836 | 548 | 23 |
| Отгрузка | Цемент | - | 2,4 | 200000 | 3836 | 548 | 23 |
![]() , т/мес
, т/мес  , т/час
, т/час ![]() , т/сут
, т/сут ![]()
где Р, Фмс , Фн , Фст , В – годовая, месячная, недельная, суточная, часовая производительности цехов в тоннах
![]() - часы работы
цехов в год (8760), в неделю (168), в сутки (24)
- часы работы
цехов в год (8760), в неделю (168), в сутки (24)
3.3.6 Потребная производительность основного оборудования в целом по цеху
Таблица 3.3.4
| № пп | Наименование оборудования | Производительность | ||
| Млн. т/год | т/сутки | т/час | ||
| 1. | Экскаваторы | 11,454 | 31382 | 1308 |
| 2. | Транспорт | 11,726 | 32125 | 1339 |
| 3. | Дробилки | 3,872 | 10610 | 442 |
| 4. | Мельницы сырьевые | 6,192 | 16966 | 707 |
| 5. | Печи | 2,408 | 6597 | 275 |
| 6. | Сушилки | 3,329 | 912 | 38 |
| 7. | Мельницы цементные | 2,926 | 8019 | 334 |
![]()
 ;
;
![]()
где Ки – коэффициент использования оборудования.
4. Выбор технического оборудования, его обоснование и расчет
Реконструкция Белгородского цементного завода предполагает разработку комбинированного способа производства цемента. Существенным изменениям подвергается цех обжига, поэтому в сырьевом цехе и цехе помола цемента предполагается использовать эксплуатируемое в настоящий момент оборудование, так как производительность завода остается прежней и будет полностью удовлетворена. В соответствии с производственной программой:
Для карьеров требуется:
В карьер мела:
1. экскаватор ЭКГ-4,6 Б; емкость ковша 4,6 м3, производительность 310 т/ч при Ки=0,27 3 шт.
2. экскаватор ЭКГ-4у; емкость ковша 4 м3, производительность 240 т/ч при Ки = 0,32 – 1 шт.
В карьер глины:
3. экскаватор ЭКГ-4,6 Б; емкость ковша 4,6 м3, производительность 360 т/ч при Ки=0,2 2 шт.
4. глиноболтушка; диаметр 12 м, производительность 60 т/ч – 3 шт.
Для сырьевого цеха требуется:
1. Мельница мокрого самоизмельчения «Гидрофол» ММС 70х23, производительность 460 т/ч – 2 шт.
2. Экскаватор ЭКГ-5А, емкость ковша 5 м3 – 1 шт.
3. Мельница трубная 3х8,5 м; производительность 200 т/ч – 3 шт.
Для цеха помола цемента требуется:
1. Мельница трубная 2,6х13 м; производительность 25 т/ч –7 шт.
2. Мельница трубная 3х14 м; производительность 50 т/ч – 3 шт.
3. Мельница трубная 3,2х15 м; производительность 50 т/ч
4. Рукавный фильтр «Бета»-108-SKS/6 – 5 шт.
5. Рукавный фильтр ФРКИ-180 – 2 шт.
6. Рукавный фильтр ФРКИ-360 – 3 шт.
7. Сепаратор «Полидор» механический – 1 шт.
8. Электрофильтр УГ 1-3-15 – 1шт.
В цехе пресс-фильтрации планируется установка пресс-фильтров СМЦ-121, произведенный отечественной промышленностью. Технические характеристики этого пресс-фильтра следующие:
- поверхность фильтрования, м2, ……………...1200
- рабочее давление, Мпа …………………….…2,5
- размеры камеры, мм ………………..………...1886х1886
- толщина кека, мм ..50
- кол-во плит, шт. 170
- объем камер, м3 .30,23
- производительность по кеку, т/ц …………….70
- влажность фильтруемого шлама, % …………38…45
- конечная влажность кека, % …………………18…23,6
- усилие зажима, МН ..11,8
- время подачи шлама при давл. 0,4 МПа, с ….180…600
- время разгрузки пресс-фильтра, с ……….…..900…1500
- давл. сжатого воздуха для продувки, Мпа …. 2,5
- время продувки каналов камер, с ……………120
- скор. перемещ. плит при разгрузке, м/с ……..0,2
- максимальный ход плунжера, мм ……………1250
- объем напорн. резервуара для шлама, м3 ……30
- производит. компрессорной установки, м3/ч ..1200
- давление нагнетания, МПа …………………….3,5
- насос ГРУ-800/40
производительность, м3/ч ..800
давление при нагнетании, Мпа ……………….0,4
Таблица 4.1
|
№ п/п |
Этапы работы установки пресс-фильтра |
Время, мин |
|
1. 2. 3. 4. 5. |
Включение пресс-фильтра Заполнение Фильтрация Выгрузка Продувка |
1,5 6,5 25 18 2 |
| Общая продолжительность цикла | 53 |
Производительность пресс-фильтра за цикл равна 70 т/цикл.
Производительность пресс-фильтра в час равна:
![]()
Пк = 70/53 60 =79,245 т/ч
где Пк – производительность пресс-фильтра в час, Пкц производительность пресс-фильтра в цикл.
Исходя из потребной производительности цеха обжига (в частности реконструированных печей) в кеке расчитаем необходимое количество пресс-фильтров. Для этого надо знать годовую потребность цеха обжига (с учетом коэффициента использования печей 4,5х100) в кеке и годовую производительность пресс-фильтра (с учетом коэффициента использования пресс-фильтра).
1. Годовая потребность цеха обжига в сырье:
![]()
![]() =2576018,16
т/год
=2576018,16
т/год
2. Годовая производительность пресс-фильтра:
![]()
![]() =416511,72 т/год
=416511,72 т/год
3. Необходимое количество пресс-фильтров:

Значит, для обеспечения бесперебойной работы цеха обжига необходимо в цехе пресс-фильтрации установить семь пресс-фильтров СМЦ-121.
В соответствии с этим в цехе пресс-фильтрации необходимо установить следующее оборудование:
1. Семь пресс-фильтров СМЦ-121
Для обеспечения их работы имеются:
· три емкости по 100 м3 для хранения шлама с грохотами перед ними и емкостью для сбора надситового продукта;
· семь шламовых насосов ГРУ-800/40;
· семь аэроэжекторных баллона объемом 25 м3;
· 7 компрессоров производительностью 1200 м3/ч и давлением 25 атм;
· 4 ленточных конвейера под пресс-фильтрами шириной 2000 мм, длиной 20 м с разгрузочными воронками;
· 7 бункеров для хранения кека емкостью 100 м3 со шнековыми разгружателями;
· емкость для сбора фильтрата
2. Ленточные транспортеры для подачи кека в сушилку-дробилку с весовым устройством.
Для цеха обжига требуется:
1. Вращающаяся печь 4х150м, мокрый способ производства, производительность 33 т/ч – 3 шт.
2. Вращающаяся печь 4,5х100, комбинированного способа производства, производительность 90 т/ч
3. Декарбонизатор «Pyroclon –S» – 2 шт.
4. Циклонные теплообменники
5. Циклонные теплообменники
6. Сушилка-дробилка «Hazemag» АРТ-6, производительность 200 т/ч 2 шт.
7. Холодильник колосниковый переталкивающий «Волга-75», производительность 75 т/ч –2 шт.
8. Электрофильтр ЭГА 1-30-12-6-3 – 3 шт
9. Электрофильтр ЭГА 1-26-7, 5-5-3 – 4 шт.
Для хранения цемента используются следующие силоса:
1. Диаметр 10м, высота 26,8м; емкость 2600 т – 6 шт.
2. Диаметр 10м, высота 25м; емкость 2500 т – 8 шт.
3. Диаметр 15м, высота 29,4м; емкость 6000 т – 6 шт.
4. Диаметр 11м, высота 21,7м; емкость 2470 т – 2 шт.
5. Диаметр 6м, высота 17м; емкость 718 т – 4 шт.
Для тарирования цемента используется следующее оборудование:
1. Карусельная упаковочная машина PRME-8Z, 8-ми штуцерная производительность 1000 шт. мешков/ч – 1шт.
2. Карусельная упаковочная машина PRME-8Z, 8-ми штуцерная производительность 2400 шт. мешков/ч – 2шт.
3. Карусельная упаковочная машина , 6-ми штуцерная производительность 1800 шт. мешков/ч – 1шт.
4. Линия бесподдонного пакетирования, производительность 13 пакетов/час – 1 шт.
5. Теплотехнические расчеты
5.1 Расчет горения топлива
Формулы реакций:
СH4+2O2
![]() CO2+2H2O
CO2+2H2O
C2H6+3,5O2
![]() 2CO2+3H2O
2CO2+3H2O
Вычисляем теоретический объем кислорода на горение 1 м3 газа:
![]() 0,01(2 ∙ CH4
+
3,5 ∙ C2H6)=
0,01(2 ∙ 98,9 + 3,5 ∙ 0,1)=1,9815 [м3/м3т]
0,01(2 ∙ CH4
+
3,5 ∙ C2H6)=
0,01(2 ∙ 98,9 + 3,5 ∙ 0,1)=1,9815 [м3/м3т]
Вычисляем теоретический объем воздуха на горение 1 м3 газа:
![]() =
=![]() ∙
∙ ![]() = 1,9815 ∙
100 / 21=9,435714 [м3/м3т]
= 1,9815 ∙
100 / 21=9,435714 [м3/м3т]
Вычисляем действительный объем воздуха на горение 1 м3 газа:
![]() =α
∙
=α
∙
![]() = 1,05 ∙
9,435714 = 9,9075 [м3/м3т]
= 1,05 ∙
9,435714 = 9,9075 [м3/м3т]
Вычисляем действительную массу воздуха на горение 1 м3 газа:
![]() =
=![]() ∙
ρв
= 9,9075 ∙ 1,293 = 12,810397 [кг/м3т]
∙
ρв
= 9,9075 ∙ 1,293 = 12,810397 [кг/м3т]
Рассчитаем выход продуктов сгорания:
Вычисляем объем продуктов сгорания:
![]()
![]() =
0,01(CH4+2∙C2H6 + CO2) =
0,01(98,9+2∙0,1+0,1) = 0,992 [м3/м3т]
=
0,01(CH4+2∙C2H6 + CO2) =
0,01(98,9+2∙0,1+0,1) = 0,992 [м3/м3т]
![]() =
0,01(2∙CH4 + 3∙C2H6) = 1,981 [м3/м3т]
=
0,01(2∙CH4 + 3∙C2H6) = 1,981 [м3/м3т]
![]() =
0,79∙
=
0,79∙![]() + 0,01∙N2
= 0,79∙ 9,9075 + 0,01 ∙ 0,9 = 7,8359 [м3/м3т]
+ 0,01∙N2
= 0,79∙ 9,9075 + 0,01 ∙ 0,9 = 7,8359 [м3/м3т]
![]() =
0,21(α-1)
=
0,21(α-1) ![]() =0,21(1,05-1)
9,435714 =0,099075 [м3/м3т]
=0,21(1,05-1)
9,435714 =0,099075 [м3/м3т]
Lпг= 0,992 + 1,981 + 7,8359 + 0,099075 = 10,90797 [м3/м3т]
Вычисляем массу продуктов сгорания:
![]()
![]() = 1,977
= 1,977![]() = 1,977 ∙
0,992 = 1,961184 [кг/м3т]
= 1,977 ∙
0,992 = 1,961184 [кг/м3т]
![]() = 0,805
= 0,805![]() = 0,805 ∙
1,981 = 1,594705 [кг/м3т]
= 0,805 ∙
1,981 = 1,594705 [кг/м3т]
![]() = 1,251
= 1,251![]() = 1,251 ∙
7,8359 = 9,80271 [кг/м3т]
= 1,251 ∙
7,8359 = 9,80271 [кг/м3т]
![]() = 1,429
= 1,429![]() = 1,429 ∙
0,099075 = 0,141578 [кг/м3т]
= 1,429 ∙
0,099075 = 0,141578 [кг/м3т]
Gпг= 1,961184 + 1,594705 + 9,80271 + 0,141578 = 13,50017 [кг/м3т]
Составим материальный баланс горения газа
Таблица 5.1 Материальный баланс горения газа
|
Расход материала |
Количество |
Выход материала |
Количество | ||
|
м3 |
кг |
м3 |
Кг | ||
|
1. Расход топлива |
1 | 0,726 | 1.Углекислый газ | 0,992 | 1,961 |
| 2. Воздух (действ.) | 9,9075 | 12,8 | 2. Водяной пар | 1,981 | 1,595 |
| 3. Азот | 7,836 | 9,803 | |||
| 4. Кислород | 0,099 | 0,141 | |||
| Итого: | 10,9 | 13,526 |
Lпг |
10,908 | 13,5 |
Невязка:
100% ∙ (Gпр Gрас) / Gmax = 100% ∙ (13,526-13,500) / 13,526 = 0,19%
Вычисляем низшую теплоту горения газа:
![]() =
358 ∙ СН4 + 638 ∙ С2Н6 + 127 ∙
СO2
=35482,5 [кДж/м3]
=
358 ∙ СН4 + 638 ∙ С2Н6 + 127 ∙
СO2
=35482,5 [кДж/м3]
Находим действительную температуру горения газа:
![]() =35482,5+1,6
∙ 10+1,05 ∙ 9,435714 ∙ 1,29812 ∙ 30 = 35884,33 [кДж/м3]
=35482,5+1,6
∙ 10+1,05 ∙ 9,435714 ∙ 1,29812 ∙ 30 = 35884,33 [кДж/м3]
Q1900=(![]() ∙
∙![]() +
+![]() ∙
∙![]() +
+![]() ∙
∙![]() +
+![]() ∙
∙![]() )1900 =
)1900 =
=(0,992 ∙ 2,4075 + 1,981 ∙ 1,9424 + 7,8359 ∙ 1,4759 + 0,099075 ∙ 1,5618)1900 = =34116,16 [кДж/м3]
Q2000=(![]() ∙
∙![]() +
+![]() ∙
∙![]() +
+![]() ∙
∙![]() +
+![]() ∙
∙![]() )2000 =
)2000 =
=(0,992 ∙ 2,4222 + 1,981 ∙ 1,9629 + 7,8359 ∙ 1,4826 + 0,099075 ∙ 1,5693)1900 =
=36128,62 [кДж/м3]
Q1900 < Q < Q2000
Определим температуру горения газа:
![]() =1900+100(35884,33
- 34116,16)/( 36128,62 - 34116,16) =1987,8610С
=1900+100(35884,33
- 34116,16)/( 36128,62 - 34116,16) =1987,8610С
5.2 Материальный баланс печи
Расходные статьи
1. Топливо
х [м3/кгкл]
Gт = ρ∙хт = 0,726хт [кг/кгкл]
2. Воздух
Gв
=
![]() ∙хт =
∙хт =![]()
Gв =![]() = 12,81xт
[кг/кгкл]
= 12,81xт
[кг/кгкл]
3. Кек
Теоретический расход сухой сырьевой смеси.
 ;
; 
 = 100 / (100
34,76) = 1,53 [кг/кгкл]
= 100 / (100
34,76) = 1,53 [кг/кгкл]
 =4250 / 35482,5
= 0,12 [м3/кгкл]
=4250 / 35482,5
= 0,12 [м3/кгкл]
Действительный расход смеси
 = 1,53 ∙
100 / (100 – 0,5) = 1,54 [кг/кгкл]
= 1,53 ∙
100 / (100 – 0,5) = 1,54 [кг/кгкл]
(![]() = 0,5%)
= 0,5%)
Расход шлама
 = 1,54 ∙
100 / (100 - 20) = 1,925 [кг/кгкл]
= 1,54 ∙
100 / (100 - 20) = 1,925 [кг/кгкл]
4. Пылевозврат
Предварительный объем отходящих газов
 =
=
= =
=
=2,043 [м3/кгкл]
Общий пылеунос
![]() Кпл
при сухом способе до 40 г
Кпл
при сухом способе до 40 г
![]() =0,04 ∙
2,043 ∙ 1,23 = 0,1 [кг/кгкл]
=0,04 ∙
2,043 ∙ 1,23 = 0,1 [кг/кгкл]
Безвозвратный унос
![]() = 1,54 - 1,53
=0,008 [кг/кгкл]
= 1,54 - 1,53
=0,008 [кг/кгкл]
Пылевозврат
![]() = 0,1 - 0,008 =
0,093 [кг/кгкл]
= 0,1 - 0,008 =
0,093 [кг/кгкл]
Приходные статьи
1.1 Клинкер
Gкл = 1 кг
1.2 Отходящие газы
![]()
![]()
![]()
![]() =
1,926 - 1,54 = 0,385 [кг/кгкл]
=
1,926 - 1,54 = 0,385 [кг/кгкл]
 ;
%Н2Ог =0,35Аl2O3
;
%Н2Ог =0,35Аl2O3
![]() =
(1,53∙0,35∙3,58) /100 = 0,019 [кг/кгкл]
=
(1,53∙0,35∙3,58) /100 = 0,019 [кг/кгкл]
![]() ;
;![]() %СО2
= ппп-%Н2О = ппп – 0,35Al2O3
%СО2
= ппп-%Н2О = ппп – 0,35Al2O3
![]() =
0,513 [кг/кгкл]
=
0,513 [кг/кгкл]
![]() =0,385 + 0,019 +
0.513 = 0,918 [кг/кгкл]
=0,385 + 0,019 +
0.513 = 0,918 [кг/кгкл]
![]() = 13,5хт
= 13,5хт
Gог = 13,5хт + 0,918
Таблица 5.2 Предварительный материальный баланс печи
|
Приход Материала |
Количество, кг/кгкл |
Расход материала |
Количество, кг/кгкл |
| 1. Клинкер | 1 | 1. Топливо |
0,726хт |
| 2. Отходящие газы (в том числе): | 2. Воздух | ||
| - продукты горения |
13,5хт |
- первичный | |
| - физическая влага | 0,385 | - вторичный |
12,81xт |
| - гидратная влага | 0,019 | ||
| - углекислый газ | 0,513 | 3. Кек | 1,926 |
| 3. Общий пылеунос | 0,1 | 4. Пылевозврат | 0,093 |
| Итого: |
2,017+13,5хт |
2,019+13,53хт |
5.3 Тепловой баланс холодильника
Приходные статьи
1. С клинкером, выходящим из печи
Qкл = 1∙Скл ∙ tкл = 1,011∙1100 = 1112,1 [кДж/кгкл]
2. С воздухом, на охлаждение клинкера (Vв = 3 м3)
Qв = Vв ∙ Cв ∙ tв = 3 ∙ 1,29761 ∙ 15 = 58,39 [кДж/кгкл]
Расходные статьи
1. С клинкером, выходящим из холодильника
![]() =
1 ∙ 0,7845 ∙ 90 = 70,605 [кДж/кгкл]
=
1 ∙ 0,7845 ∙ 90 = 70,605 [кДж/кгкл]
2. С избыточным воздухом
![]()
![]()
![]() 9,9075хт
[м3/кгкл]
9,9075хт
[м3/кгкл]
![]()
![]() =
3 - 9,9075хт
[м3/кгкл]
=
3 - 9,9075хт
[м3/кгкл]
![]() = (3 - 9,9075хт
) ∙ 1,30618 ∙ 180 = 705,337- 2329,376хт [кДж/кгкл]
= (3 - 9,9075хт
) ∙ 1,30618 ∙ 180 = 705,337- 2329,376хт [кДж/кгкл]
3. Потери теплоты в атмосферу (tx = 50 oC)
Fx = 23,5 ∙ 11,5 ∙ 2 + 11,5 ∙ 6,4 ∙ 2 + 23,5 ∙ 6,4 = 838,1 м2
αх = (3,5 + 0,062tх) ∙ 4,19 = 27654 [кДж / м2 ч гр]
![]() = 831,1 ∙
27,654 ∙ (50 – 15) /90000 = 9,013 [кДж/кгкл]
= 831,1 ∙
27,654 ∙ (50 – 15) /90000 = 9,013 [кДж/кгкл]
4. Из уравнения теплового баланса холодильника находим теплосодержание вторичного воздуха:
![]()
![]()
![]() = 1112,1 + 58,39
- 70,6 - (705,3372-2329376 хт) – 9,013 =
= 1112,1 + 58,39
- 70,6 - (705,3372-2329376 хт) – 9,013 =
= 385,54 + 2329,376 хт.
Таблица 5.3 Тепловой баланс холодильника
|
Приход теплоты |
Q, кДж/кгкл |
Расход теплоты |
Q, кДж/кгкл |
| 1. Клинкер, выходящий из печи | 1112,1 | 1. Клинкер, выходящий из холодильника | 70,6 |
| 2. Воздух на охлаждение клинкера | 58,39 | 2. Теплосодержание вторичного воздуха |
385,54+ +2329,376 хт |
| 3. Избыточный воздух |
705,337- -2329,376 хт |
||
| 4. Потери теплоты в атмосферу | 9,013 | ||
| Итого: | 1170,49 | 1170,49 |
5.4 Тепловой баланс печи
Уравнение теплового баланса печи
![]()
Приходные статьи
1. От сгорания топлива (химическая теплота)
![]()
![]() = 35482,5хт
[кДж/кгкл]
= 35482,5хт
[кДж/кгкл]
2. Энтальпия топлива
![]() =хт ∙
1,6 ∙ 10 =16хт
=хт ∙
1,6 ∙ 10 =16хт
3. Энтальпия воздуха
Qв
= ![]()
Qв = 385,54+2329,376 ∙ хт
4. С сырьем
![]()
![]() = (1,613 ∙
0,832 + 0,404 ∙ 4,19)∙15 = 45,522 [кДж/кгкл]
= (1,613 ∙
0,832 + 0,404 ∙ 4,19)∙15 = 45,522 [кДж/кгкл]
5.
С пылевозвратом (![]() =
80 оС)
=
80 оС)
![]()
![]() = 0,06 ∙
0,868 ∙ 80 = 4,507 [кДж/кгкл]
= 0,06 ∙
0,868 ∙ 80 = 4,507 [кДж/кгкл]
Расходные статьи
1. Тепловой эффект клинкерообразования
QТЭК=Qдег + Qдис + Qжф Qэр
Qдег
= 7880 ∙ ![]()
Qдег = 7880 ∙ 0,019 = 148,2 [кДж/кгкл]
Qдис
= 1780 ∙ ![]() +1440
∙
+1440
∙ ![]()
![]() =
=![]() ; %MgCO3
=
; %MgCO3
=
![]()
%MgCO3 = 0,51 ∙ 84 / 40 = 1,071
![]() =
=![]() =0,01638 [кг/кгкл]
=0,01638 [кг/кгкл]
![]() ; %CaCO3
=
; %CaCO3
=
![]()
%CaCO3
=
![]() =74,877
=74,877
![]() =1,148
[кг/кгкл]
=1,148
[кг/кгкл]
Qдис = 1780∙1,148 + 1440∙0,01638 = 2066,534 [кДж/кгкл]
Qжф = 100
Qэр = 0,01(528C3S+715C2S+61C3A+84C4AF) =
= 0,01(528∙63,16+715∙15,11+61∙6,23+84∙15,5)=449,21 [кДж/кгкл]
QТЭК=148,2 + 2066,534 + 100 - 449, 21=1865,524 [кДж/кгкл]
2. На испарение влаги
![]()
![]() = 2500 ∙
0,385 = 962,5 [кДж/кгкл]
= 2500 ∙
0,385 = 962,5 [кДж/кгкл]
3. Потери тепла с клинкером, выходящим из печи
Q’кл = с’кл ∙ t’кл = 1,011 ∙ 1100 = 1112,1 [кДж/кгкл]
4. Потери теплоты с отходящими газами

 = 0,502 [м3/кгкл]
= 0,502 [м3/кгкл]
 =
0,26 [м3/кгкл]
=
0,26 [м3/кгкл]
Qог = [(0,992 ∙1,74385 + 1,981 ∙ 1,5138 + 7,836 ∙ 1,29775 + 0,099 ∙
1,3264) хт + 0,502 ∙1,5138 + 0,26 ∙ 1,74385] ∙ 160 =
2254,383 хт + 182,006 [кДж/кгкл]
5. Потери теплоты с пылью
![]()
![]() = 0,1 ∙
0,9025 ∙ 160 =13,61 [кДж/кгкл]
= 0,1 ∙
0,9025 ∙ 160 =13,61 [кДж/кгкл]
6. Потери теплоты в окружающую среду
Печной агрегат разбиваем на следующие зоны:
Таблица 5.4 Зоны печного агрегата
|
№ зоны |
Название зоны |
S, м2 |
Внеш. темп. |
αп |
| 1 | Зона сушки и подогрева | 500 |
130 оС |
53,632 |
| 2 | Зона кальцинирования | 860,84 |
200 оС |
66,621 |
| 3 | Зона экзотермических реакций | 120,166 |
230 оС |
74,414 |
| 4 | Зона спекания | 288,398 |
250 оС |
79,61 |
| 5 | Зона охлаждения | 72,099 |
220 оС |
71,817 |
 = 251,215 [кДж/кгкл]
= 251,215 [кДж/кгкл]
αп = (3,5 + 0,062 tп) ∙ 4,19
Решаем уравнение теплового баланса печи относительно хт:
35482,5хт +16хт + 385,54 +2329,376хт + 45,52 + 4,507 =
= 1865,524 + 962,5 + 1112,1 + 2254,383 хт + 182,006 +13,61 +251,215
35573,493хт = 3951,386
хт = 0,111 [м3/кгкл]
Вычисляем теплосодержание вторичного воздуха:
![]()
![]() = 1112,1 + 58,39
- 70,6 – 446,598 – 9,013 =644,28
= 1112,1 + 58,39
- 70,6 – 446,598 – 9,013 =644,28
Результаты расчета сводим в таблицы.
Удельный расход условного топлива на обжиг 1 кг клинкера
 =134,51 [кг/ткл]
= 0,135 [кг/кгкл]
=134,51 [кг/ткл]
= 0,135 [кг/кгкл]
Таблица 5.5 Материальный баланс печи
|
Приход Материала |
Кол-во, кг/кгкл |
% |
Расход Материала |
Кол-во, кг/кгкл |
% |
| 1. Клинкер | 1 | 28,43 | 1. Топливо | 0,08 | 2,27 |
| 2. Отходящие газы (в т.ч.): | 2,418 | 68,73 | 2. Воздух | 1,42 | 40,36 |
| -прод. горения | 1,5 | 42,64 | 3. Кек | 1,925 | 54,72 |
| - физ. влага | 0,386 | 10,94 | 4. Пылевозвр. | 0,093 | 2,65 |
| - гидр. влага | 0,019 | 0,54 | |||
| - углекис. газ | 0,513 | 14,61 | |||
| 3. Общий пылеунос | 0,1 | 2,84 | |||
| Итого: | 3,518 | 100 | 3,518 | 100 |
Таблица 5.6 Тепловой баланс печи
| Приход |
Q, кДж/кгкл |
% |
Расход
|
Q, кДж/кгкл |
% |
|
1.Сгор. топлива (хим. теплота) |
3941,28 | 84,99 | 1. ТЭК | 1865,524 | 40,23 |
|
2.Энтальпия топлива |
1,777 | 0,04 | 2. На испарение влаги | 962,5 | 20,76 |
|
3. Энтальпия воздуха |
644,28 | 13,89 | 3. Энтальпия клинк. из печи | 1112,1 | 23,98 |
|
4. Энтальпия сырья (кека) |
45,52 | 0,982 | 4. Отходящие газы | 432,415 | 9,32 |
| 5. Пылевозврат | 4,507 | 0,1 | 5. Потери с пылью | 13,61 | 0,29 |
| 6. Потери в окружающую среду | 251,215 | 5,42 | |||
| Итого: | 4637,364 | 100 | 4637,364 | 100 |
6. Аэродинамический расчет
1. Объем газообразных продуктов на выходе из печи:
![]()
 [м3/ч]
(н.у.)
[м3/ч]
(н.у.)
![]() =166117,912 [м3/ч]
=166117,912 [м3/ч]
2. Скорость отходящих газов на выходе из печи:
![]() [м2]
[м2]
 [м/с]
[м/с]
3. Критерий Рейнольдса для печи:
 ;
; ![]() ;
; ![]()
4. Коэффициент шероховатости печи:
![]() ;
; ![]()
5. Коэффициент трения печи:
 ;
; ![]()
6. Гидравлическое сопротивление печи:
![]()
![]() [Па]
[Па]
![]() [Па]
[Па]
![]() [Па]
[Па]
7. Гидравлическое сопротивление запечных теплообменников и сушилки- дробилки берем по данным Себряковского цементного завода:
![]() [Па]
[Па]
8. Объем третичного воздуха:
![]()
![]() [м3/ч]
(н.у.)
[м3/ч]
(н.у.)
![]() [м3/ч]
[м3/ч]
9. Скорость третичного воздуха в газоходе:
 ;
; 
![]() [м2]
[м2]
![]() [м/с]
[м/с]
10. Критерий Рейнольдса для газохода третичного воздуха:
 ;
; ![]() ;
; ![]()
11. Коэффициент шероховатости газохода третичного воздуха:
![]() ;
; ![]()
12. Коэффициент трения в газоходе третичного воздуха:
 ;
; ![]()
13. Гидравлическое сопротивление газохода третичного воздуха:
![]()
![]() [Па]
[Па]
![]() [Па]
[Па]
![]() [Па]
[Па]
14. Гидравлическое сопротивление общее:
![]()
![]() [Па]
[Па]
15. Объем газообразных продуктов на выходе из осадительного циклона:
![]()

![]() [м3/ч]
(н.у.)
[м3/ч]
(н.у.)
![]() =274217,473 [м3/ч]
=274217,473 [м3/ч]
16. Расчетное сопротивление печи с запечными теплообменниками:
![]()
![]() 6462,225 [Па]
6462,225 [Па]
17. Мощность, потребляемая дымососом:
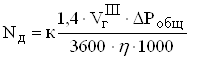
 [кВт]
[кВт]
Выбираем дымосос типа ДЦ25х2.
Технические характеристики дымососа:
· частота вращения –970 об/мин
· производительность 280000 м3/ч
· напор 6600 Па
· температура газов – 350оС
· масса 16,5 т.
7. Контроль производства
7.1 Назначение и структура контроля производства цемента
Контроль производства на цементных заводах должен быть организован в соответствии с «Инструкцией по организации контроля производства на цементных заводах».
Основными задачами контроля цементного производства являются:
- обеспечение стабильного производства цемента заданного качества при высоких технико-экономических показателях работы оборудования;
- контроль качества поступающего на завод сырья, топлива, корректирующих и гидравлических добавок, гипса и других материалов;
- расчет и контроль состава сырьевой смеси;
- оперативный контроль технологических параметров работы оборудования;
- контроль выполнения нормативов технологического регламента;
- анализ и обобщение данных по состоянию технологических процессов, качеству продукции и экономическим показателям с целью совершенствования производственных процессов и уточнения технологических нормативов и схем контроля;
- паспортизация отгружаемого цемента;
- получение необходимых данных при проведении на заводе научно-исследовательских и опытных работ.
Контроль производства цемента состоит из:
- оперативного контроля за соблюдением установленных технологических нормативов и заданного уровня качества полуфабрикатов или готовой продукции на отдельных переделах производства, а также за поддержанием установленных режимов работы оборудования;
- из технологического контроля, дающего достаточно полные данные о качестве и физико-химических характеристиках перерабатываемых материалов и готовой продукции, на основании которых осуществляется координирующий контроль за производством цемента и устанавливаются нормативы технологического регламента завода.
Оперативный контроль должен в основном осуществляться силами обслуживающего персонала соответсвующих цехов. Операции в этом случае выполняются только по мере надобности. Какая-либо обязательная частота отбора и анализа проб при выполнении этих операций не устанавливается. Необходимость выполнения операций оперативного контроля устанавливает сам обслуживающий персонал в зависимости от состояния технологического процесса на обслуживаемом переделе и от стабильности работы оборудования.
Технологический контроль производства осуществляется заводской лабораторией.
Все нормативы контроля приведены в технологическом регламенте завода.
7.2 Маркировка и паспортизация цемента
Портландцемент, шлакопортландцемент и пуццолановый портландцемент должны удовлетворять требованиям ГОСТ 10178-85, портландцемент для производства асбестоцементных изделий – ТУ 21-26-18-91, портландцемент СЕМ I-42,5 – DIN 1164, портландцементный клинкер – ТУ 5739-00284339-94.
Большое число разновидностей цемента выпускают по специальным техническим условиям.
Активные минеральные добавки, используемые при выпуске цемента, должны удовлетворять ГОСТ, доменные гранулированные шлаки – ГОСТ 3476/74, гипсовый камень – ГОСТ 4013-82.
Правила приемки. Приемку цемента производят партиями. Каждая партия должна состоять из цемента одного наименования и марки, изготовленного одним предприятием и оформленного одним документом о качестве.
Объем партии, за исключением отгрузки в судах, не должен превышать вместимости одного силоса, но не более 4000 т. При отгрузке цемента в судах размер партии может превышать вместимость силоса и устанавливается по согласованию изготовителя с потребителем.
Отбор и подготовку проб для проведения приемки цемента изготовителем и проверки его качества потребителем осуществляют по СТ СЭВ 3477-81.
Производственный контроль включает в себя периодические испытания сырья, полуфабрикатов и цемента, проводимые в объемах и сроки, установленные действующей на предприятии технологической документацией, в том числе для цементов общестроительного назначения определение прочности цементов на изгиб и сжатие в 3-х суточном возрасте.
По данным производственного контроля назначают вид и марку партии цемента, гарантируемую изготовителем.
Приемо-сдаточные испытания включают испытания цемента каждой партии по всем показателям качества, предусмотренным нормативно-технической документацией на цемент.
Партия цемента принимается и может быть отгружена, если результаты приемо-сдаточных испытаний по:
- виду и количеству введенных добавок;
- равномерности изменения объема;
- срокам схватывания;
- тонкости помола;
- содержанию SO3
- содержанию щелочных оксидов
удовлетворяют требованиям нормативно-технической документации на конкретный вид цемента.
При получении неудовлетворительных результатов приемо-сдаточных испытаний по какому-либо показателю из указанных проводят по этому показателю повторные испытания цемента удвоенного количества проб.
При получении неудовлетворительных результатов хотя бы одной из повторных проб, служба технического контроля бракует всю партию цемента.
Цементы, поставляемые на экспорт, повторным испытаниям не подлежат.
Ниже приведена форма документа о качестве.
ГОСТ 22236-85
ФОРМА ДОКУМЕНТА О КАЧЕСТВЕ
Документ о качестве
_______________________ _______________________
товарный знак предприятиян наименование и адрес предприятия
_______________________
обозначение цемента по НТД
Отгружен_________________________________________
дата отгузки, номера вагонов или наименование судна
Гарантированная марка _____________________________
Добавки___________________________________________
вид, количество, %
Активность при пропаривании _____________МПа (кгс/см2)
Группа по эффективности пропаривания _______________
Средняя активность в возрасте 3 сут
(по данным за предыдущий месяц)_________ МПа (кгс/см2)
Нормальная густота цементного теста_________________%
Признаки ложного схватывания_______________________
есть, нет
Гарантийный срок___________________________________
___________________
знак контроля